
- Heim
- Produkte
- Verbrauchsmaterial
- Fähigkeiten
- Service
- Videos & Neuigkeiten
- Um
- Kontaktieren Sie uns
Aufrufe: 0 Autor: Site-Editor Veröffentlichungszeit: 24.06.2026 Herkunft: Website











Bei der Herstellung medizinischer Verbrauchsmaterialien in großen Stückzahlen muss die strikte Einhaltung gesetzlicher Vorschriften (ISO 13485/FDA) mit betrieblicher Effizienz und Ertragsstabilität in Einklang gebracht werden. Um dieses kritische Gleichgewicht zu erreichen, ist eine einwandfreie Ausführung erforderlich. Präzision im Maßstab bedeutet, Variablen zu eliminieren, die die Integrität der Diagnose beeinträchtigen könnten.
Die Umstellung von manuellen oder halbautomatischen Prozessen auf ein vollständig integriertes kontinuierliches System stellt eine erhebliche Kapitalinvestition dar. Anlagen stehen unter großem Druck, Kontaminationsrisiken beim Umgang mit unterschiedlichen Tubenformaten auszuschließen. Ein schlecht konfiguriertes Setup führt häufig zu massiven Chargenablehnungen, was sich direkt auf Produktionspläne und Compliance-Status auswirkt.
In diesem Leitfaden werden der End-to-End-Fertigungsworkflow, die wichtigsten Kriterien für die Gerätebewertung und die Compliance-Anforderungen der Anlage erläutert. Sie erfahren, wie Sie die Maschinenfunktionen mit strengen Qualitätssystemen in Einklang bringen. Unsere Aufschlüsselung hilft Produktionsleitern und Investoren bei der Strukturierung einer erfolgreichen Einführung und stellt sicher, dass Sie Ihre Abläufe sicher skalieren und globale Standards für medizinische Geräte erfüllen.
Die Skalierbarkeit bei der Herstellung medizinischer Schläuche hängt von der Integration präziser Dosierung, Vakuumierung und Verschließbarkeit in einen kontinuierlichen Arbeitsablauf mit geringen Ausfallzeiten ab.
Die behördliche Zulassung (CE/FDA) bestimmt die Anlagenanforderungen und erfordert Reinraumumgebungen der Klasse 100.000 und eine strenge IQ/OQ/PQ-Gerätevalidierung.
Die Auswahl einer automatischen Blutentnahmeröhrchen-Montagemaschine erfordert die Priorisierung der Ausschussraten, die Anpassungsfähigkeit an mehrere Formate und die FAT/SAT-Protokolle (Factory/Site Acceptance Testing) des Anbieters.
Der Einstieg in den Sektor der medizinischen Verbrauchsmaterialien erfordert ein unermüdliches Engagement für die Qualitätskontrolle. Eine gut geplante Die Produktionslinie für Blutentnahmeröhrchen fungiert als zentrales Nervensystem Ihrer Einrichtung. Es erfordert eine präzise Abstimmung zwischen Maschinenbau, Fluiddynamik und steriler Verarbeitung. Bevor Sie Maschinen spezifizieren, müssen Sie das genaue Geschäftsproblem definieren, das Sie lösen möchten.
Bewerten Sie Ihre unmittelbaren und langfristigen Produktionsziele. Erweitern Sie den Durchsatz, um den lokalen klinischen Bedarf zu decken? Vielleicht möchten Sie das Risiko einer manuellen Kontamination reduzieren, indem Sie menschliche Eingriffe in der Fabrik eliminieren. Alternativ bereiten Sie sich möglicherweise auf den Eintritt in neue regionale Märkte mit strengen Compliance-Hürden vor. Jedes Ziel verändert Ihre Ausrüstungsanforderungen dramatisch. Ein Hersteller, der eine schnelle Expansion anstrebt, benötigt Maschinen mit hoher Verfügbarkeit. Ein Unternehmen, das in stark regulierte Regionen vordringt, muss Datenprotokollierungs- und Rückverfolgbarkeitssoftware Vorrang vor reiner Geschwindigkeit geben.
Produktionsleiter stehen ständig vor einem kritischen Kompromiss zwischen Geschwindigkeit und Anpassungsfähigkeit. Sie müssen beurteilen, ob Ihre Einrichtung mehr von Ultrahochgeschwindigkeits-Einzelformatlinien oder anpassungsfähigen Linien profitiert. Einzelformatsysteme produzieren identische Röhren mit maximaler Geschwindigkeit. Anpassbare Linien verarbeiten unterschiedliche Röhrchenabmessungen (z. B. 13 x 75 mm gegenüber 16 x 100 mm) und mehrere Additivtypen (EDTA, Serum, Heparin). Flexible Linien erfordern mechanische Umstellungen, die zu Ausfallzeiten führen, Ihnen aber die Erfüllung unterschiedlicher klinischer Aufträge ermöglichen.
Tabelle 1: Vergleich von Einzelformat- und Multiformat-Leitungen |
|||
Systemtyp |
Hauptvorteil |
Idealer Anwendungsfall |
Möglicher Nachteil |
|---|---|---|---|
Einzelformat-Hochgeschwindigkeit |
Maximaler kontinuierlicher Durchsatz |
Herstellung von Millionen identischer EDTA-Röhren |
Es lässt sich nicht einfach auf verschiedene Rohrgrößen umstellen |
An mehrere Formate anpassbar |
Breites Produktportfolio |
Erfüllung gemischter klinischer Aufträge (Serum, Heparin, PT) |
Erfordert geplante Ausfallzeiten für Teilewechsel |
Über globale medizinische Standards kann man nicht verhandeln. Eine leistungsstarke Anlage arbeitet nach dem Qualitätsmanagementsystem ISO 13485. Dieser Standard gewährleistet eine einheitliche Gestaltung, Entwicklung und Produktion von Medizinprodukten. Lokale regulatorische Rahmenbedingungen schreiben außerdem strenge Rückverfolgbarkeits- und Sterilitätsprotokolle vor. Jede Charge muss mit einem unbestreitbaren Prüfprotokoll versehen sein. Wenn ein klinisches Labor einen Vakuumfehler meldet, müssen Sie genau dieses Röhrchen zu seinem spezifischen Produktionslauf, Maschinenbediener und Rohmaterialcharge zurückverfolgen.
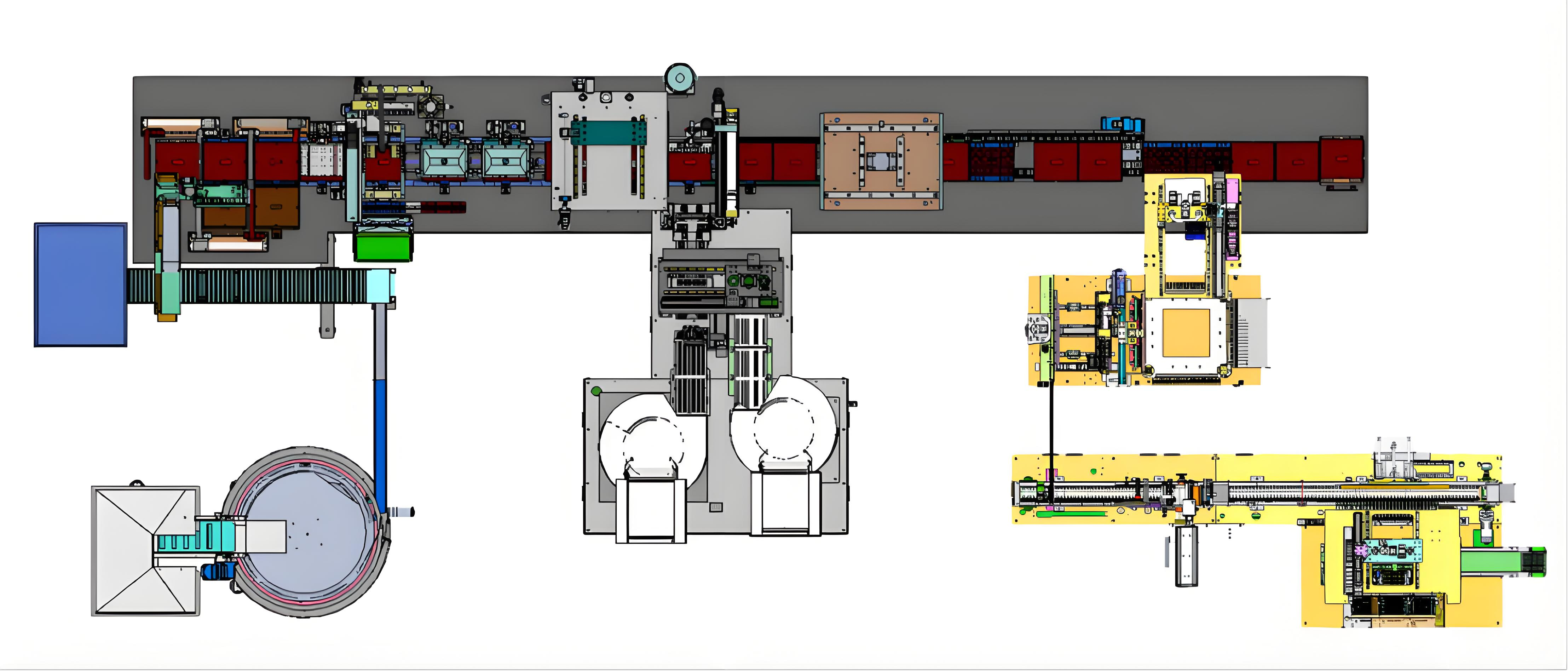
Die moderne Fertigung wandelt Rohstoffe durch einen synchronisierten Ablauf in diagnosefähige Verbrauchsmaterialien um. Jede Phase muss nahtlos in die nächste übergehen. Jeder Engpass stört die gesamte Ausgabe.
Schritt 1: Laden und Vorbereiten der Röhrchen
Der Prozess beginnt mit der mechanischen Sortierung und Ausrichtung der rohen PET- oder Glasröhren. Trichter und Vibrationsschalen richten die Rohre präzise aus. Sie führen sie dem Hauptförderband zu, ohne die optische Klarheit des Kunststoffs oder Glases zu beeinträchtigen. In dieser Phase integrieren Sie a UV-Druckmaschine für Blutentnahmeröhrchen . Dieses Gerät sorgt für eine präzise, kontrastreiche und wischfeste Barcode-Kennzeichnung. Durch das direkte Aufbringen der Chargendaten auf die Tube vor dem Abfüllen wird eine permanente Rückverfolgbarkeit gewährleistet.
Schritt 2: Dosierung und Additivabgabe
Die Genauigkeit bestimmt hier die klinische Durchführbarkeit. Flüssige Zusatzstoffe wie EDTA und Citrat müssen zerstäubt werden. Trockenzusätze erfordern eine präzise volumetrische Dosierung. Einsatz eines Spezialisten Die Sprühmaschine für Blutentnahmeröhrchenzusätze sorgt für eine gleichmäßige mikroskopische Beschichtung entlang der Innenwände. Dies gewährleistet eine schnelle Durchmischung der Blutreagenzien während des klinischen Einsatzes. Zur Serumtrennung verwenden Sie a Blutentnahmeröhrchen-Gelfüllmaschine . Es trägt das thixotrope Trenngel präzise ein, ohne Luftblasen einzuschließen, die sonst den Zentrifugaltrennprozess beeinträchtigen würden.
Schritt 3: Trocknen und Verarbeiten
Flüssige Zusatzstoffe erfordern eine sofortige Trocknung. Die Linie bewegt die beschichteten Rohre durch kontrollierte Heiztunnel. Diese Tunnel trocknen die versprühten Zusatzstoffe gleichmäßig. Eine ordnungsgemäße Temperaturkontrolle gewährleistet die chemische Stabilität und verhindert vorzeitige Reaktionen, wenn Blut in das Röhrchen gelangt. Überhitzung führt zu einer Zersetzung des Reagenzes, während zu geringes Trocknen zu Gerinnungsfehlern führt.
Schritt 4: Zusammenbau und Staubsaugen
In dieser Phase werden die Kunststoffkappe und der Gummistopfen zusammengeführt. Die Mechanismen richten sie perfekt über der Rohröffnung aus. Als nächstes bedienen Sie a Vakuum-Blutentnahmeröhrchenmaschine . Es entzieht dem Rohr Luft, um einen hochspezifischen Atmosphärendruck zu erreichen. Dieser präzise Unterdruck bestimmt das genaue Blutentnahmevolumen. Unmittelbar nach der Vakuumentnahme verschließen Hochleistungspressstationen den Gummistopfen hermetisch und halten das Vakuum fest.
Schritt 5: Qualitätskontrolle und Verpackung
Bei der Endkontrolle kommen Hochgeschwindigkeitskamerasysteme zum Einsatz. Eine automatische Sichtprüfung prüft den Füllstand, die Gelpositionierung und die Unversehrtheit der Kappe. Jede Röhre, die diese optischen Parameter nicht erfüllt, wird automatisch aus der Leitung ausgeworfen. Die zugelassenen Tuben werden wärmegeschrumpft und endgültig in Schalen verpackt, sodass sie sterilisiert und verteilt werden können.
Beschaffung eines Bei der automatischen Blutentnahmeröhrchen-Montagemaschine muss man an Hochglanzbroschüren vorbeischauen. Sie müssen bewerten, wie sich bestimmte mechanische Merkmale direkt auf die Produktionsergebnisse auswirken.
Merkmal: Servogetriebene Synchronmechanik.
Ergebnis: Servos bieten im Vergleich zu herkömmlicher Pneumatik eine enorme Präzision. Sie reduzieren die mechanische Reibung. Sie erleben weniger Ausfallzeiten aufgrund von Wartungsarbeiten und erzielen eine viel höhere Ertragskonsistenz bei großen Chargen.
Feature: HMI (Human-Machine Interface) mit Echtzeit-SCADA-Integration.
Ergebnis: Dieses System bietet eine umfassende Datenprotokollierung. Es erstellt sichere Prüfprotokolle, die von Regulierungsbehörden gefordert werden, und bietet Betreibern eine sofortige Fehlerdiagnose.
Besonderheit: Ultraschall-Dosierdüsen.
Ergebnis: Verhindert das Verspritzen von Reagenzien an den oberen Rohrwänden. Dies verhindert eine Kontamination des Stopfens und eine anschließende Vakuumleckage.
Berücksichtigen Sie den Wachstumskurs Ihrer Einrichtung. Ein hervorragendes System bietet modularen Aufbau. Sie müssen beurteilen, ob der Maschinenpark zukünftige Modulerweiterungen zulässt. Die Erweiterung Ihrer Kapazität von 6.000 Stück pro Stunde auf 12.000 Stück pro Stunde sollte keinen kompletten Linienaustausch erfordern. Mit der modularen Ausrüstung können Sie bei steigender Marktnachfrage zusätzliche Dosierstationen oder Verschlussbahnen einbauen.
Schauen Sie über die vermarkteten Höchstgeschwindigkeiten hinaus. Echte Produktionseffizienz liegt im kontinuierlichen Betrieb. Fordern Sie überprüfbare Daten zur Gesamtanlageneffektivität (OEE) an. Hohe OEE bedeutet, dass die Maschine vorhersehbar und ohne Mikrostopps läuft. Fragen Sie den Anbieter nach typischen Ablehnungsraten. Bei Geräten der Spitzenklasse sollten die Ausschussquoten deutlich unter 0,1 % liegen. Untersuchen Sie außerdem die Herkunft kritischer Komponenten. Stellen Sie sicher, dass die Pneumatik, SPS und Servomotoren von weltweit anerkannten Automatisierungsmarken stammen. Dadurch ist gewährleistet, dass Sie Ersatzteile vor Ort beziehen können.
Best Practice: Standardisieren Sie Ihre Rohstoffe, bevor Sie neue Geräte testen. Nutzen Sie bei der Ersteinrichtung einen einzigen, zuverlässigen Lieferanten für PET-Röhren. Dies reduziert Variablen bei der Kalibrierung der Dosier- und Verschließstationen.
Häufiger Fehler: Statische Elektrizität ignorieren. Kunststoff-PET-Schläuche erzeugen auf schnell laufenden Förderbändern enorme statische Aufladungen. Wenn Sie keine statischen Entferner installieren, haften Staubpartikel an den Innenwänden und die Additivsprays bilden eine ungleichmäßige Schicht.
Die Installation komplexer Maschinen erfordert eine ebenso anspruchsvolle Umgebung. Die Herstellung medizinischer Geräte toleriert keinerlei Umweltschwankungen.
In einem Standardlager können Sie keine sterilen Verbrauchsmaterialien zusammenstellen. Sie müssen die umfangreichen HVAC-, HEPA-Filtrations- und Layoutanforderungen für eine Reinraumumgebung der Klasse 100.000 (ISO 8) verstehen. Diese kontrollierte Atmosphäre verhindert eine Partikelkontamination während der kritischen Montagephasen des offenen Rohrs. Die Luft muss starken Veränderungen pro Stunde (ACPH) unterzogen werden, um Staub und Mikropartikel zu entfernen, die durch sich bewegende Maschinen und menschliche Bediener entstehen. Überdruckkonfigurationen sorgen dafür, dass beim Öffnen der Türen saubere Luft ausströmt und verhindert so, dass schmutzige Luft in den Produktionsbereich gelangt.
Aufsichtsbehörden verlangen den Nachweis, dass Ihre Ausrüstung sicher und konstant funktioniert. Sie müssen strenge Validierungsphasen durchführen, bevor die kommerzielle Produktion beginnt. Das Überspringen dieser Schritte garantiert ein Versagen der Regulierung.
Diagramm 1: Das Equipment Validation Framework |
||
Validierungsphase |
Definition |
Primäre Aktion erforderlich |
|---|---|---|
IQ (Installationsqualifikation) |
Überprüft, ob das Gerät korrekt installiert ist. |
Überprüfen Sie die Verkabelung, die Versorgungsanschlüsse und die Anordnung anhand der Herstellerpläne. |
OQ (Operative Qualifikation) |
Überprüft, ob das Gerät innerhalb der festgelegten Grenzen arbeitet. |
Führen Sie leere Zyklen durch. Testen Sie Alarme, Sicherheitsstopps und extreme Geschwindigkeitsbegrenzungen. |
PQ (Leistungsqualifizierung) |
Überprüft, ob der Prozess konsistent akzeptable Produkte produziert. |
Führen Sie komplette Produktionschargen mit echten Rohstoffen durch und überprüfen Sie die Ausgabequalität. |
Maschinen funktionieren auf der Grundlage strenger physikalischer Toleranzen. Sie müssen sich des Risikos von Rohstoffschwankungen bewusst sein. Inkonsistenzen bei den PET-Rohrabmessungen, geringfügige Änderungen in der Härte des Gummistopfens oder Schwankungen in der Gelviskosität haben erhebliche Auswirkungen auf die Maschinenkalibrierung. Ein Stopfen, der nur einen Bruchteil eines Millimeters zu breit ist, blockiert die Verschließpresse. Ein Gel, das aufgrund von Temperaturschwankungen im Lager zu dünn wird, spritzt beim Einspritzen. Treffen Sie strenge Qualitätsvereinbarungen mit Ihren Rohstofflieferanten, um die Maschineneffizienz aufrechtzuerhalten.
Die Auswahl des richtigen Ausrüstungspartners bestimmt Ihren betrieblichen Erfolg für das nächste Jahrzehnt. Behandeln Sie den Beschaffungsprozess als strategische Partnerschaft und nicht als einfache Transaktion.
Priorisieren Sie Anbieter, die komplette, schlüsselfertige Lösungen anbieten. Sie müssen dokumentierte Erfahrung im Umgang mit internationalen Vorschriften für Medizinprodukte nachweisen. Fordern Sie Fallstudien an, die erfolgreiche Installationen in Regionen mit strengen Compliance-Richtlinien zeigen. Ein Anbieter, der ISO 13485 versteht, wird seine Software so gestalten, dass Daten automatisch in kompatible Formate exportiert werden.
Akzeptieren Sie niemals Lieferungen, die auf einer allgemeinen Videodemonstration basieren. Bestehen Sie auf umfassenden Factory Acceptance Tests (FAT). Senden Sie Ihre spezifischen Rohstoffe – Ihre genauen Röhrchen, Verschlüsse und Gele – an die Einrichtung des Anbieters. Beobachten Sie, wie die Maschine Ihre Materialien mit voller Geschwindigkeit verarbeitet. Dadurch werden mechanische Inkompatibilitäten aufgedeckt, bevor die Maschine das Werk verlässt. Führen Sie anschließend einen strengen Site Acceptance Test (SAT) durch, sobald die Maschine in Ihrem Reinraum ankommt. Das SAT stellt sicher, dass die Ausrüstung den Transport überstanden hat und sich perfekt in Ihre örtlichen Versorgungsunternehmen integrieren lässt. Fordern Sie während der SAT-Phase eine gründliche Bedienerschulung an.
Selbst die besten Maschinen unterliegen einem Verschleiß. Bewerten Sie die Verfügbarkeit lokaler Ersatzteile. Prüfen Sie, ob der Anbieter sichere Ferndiagnosefunktionen bietet. Ein Techniker sollte sich aus der Ferne bei Ihrer SPS anmelden können, um Softwarefehler zu beheben. Fordern Sie klare Service Level Agreements (SLAs) mit garantierten Reaktionszeiten, um katastrophale Produktionsausfälle abzumildern.
Hören Sie auf, Broschüren zu durchsuchen, und beginnen Sie mit der Organisation Ihrer Daten. Dokumentieren Sie Ihren genauen Kapazitätsbedarf pro Schicht. Bestimmen Sie Ihren Reinraumstatus und skizzieren Sie Ihre gewünschten Additivtypen. Stellen Sie diese Details zusammen, um eine äußerst präzise Angebotsanfrage (RFQ) zu formulieren. Eine detaillierte Ausschreibung zwingt Anbieter dazu, maßgeschneiderte technische Lösungen statt allgemeiner Verkaufsgespräche anzubieten.
Zusammenfassung: Der Übergang zu einer Hochleistungsproduktionslinie hängt ausschließlich von der exakten Synchronisierung zwischen Druck-, Abfüll-, Vakuumier- und Verschließmodulen ab. Sie müssen Engpässe beseitigen, um eine Skalierung zu erreichen.
Abschließender Gedanke: Die ausschließliche Konzentration auf die Ersteinrichtung der Ausrüstung ohne Berücksichtigung der langfristigen Zuverlässigkeit schränkt das Wachstum oft ein. Konzentrieren Sie sich stark auf die Validierungsbereitschaft, nachhaltige Ablehnungsraten und außergewöhnliche technische Unterstützung des Anbieters.
CTA: Kontaktieren Sie unser Engineering-Team für eine individuelle Durchsatzanalyse und Beratung zur Gerätekonfiguration, um die Modernisierung Ihrer Anlage voranzutreiben.
A: Eine automatisierte Standardlinie erfordert im Allgemeinen zwischen 150 und 250 Quadratmeter dedizierte Grundfläche. Diese Grundfläche bietet Platz für die Hauptmaschinen, Förderbandpuffer und den notwendigen Betriebsfreiraum. Sie müssen auch angrenzende Reinraumbereiche, Umkleidebereiche und Rohstoffbereitstellungszonen berücksichtigen, was die erforderliche Gesamtfläche der Anlage verdoppeln kann.
A: Ja, viele moderne Maschinen verarbeiten sowohl Glas- als auch PET-Röhren. Für den Materialwechsel sind jedoch spezielle Umrüstteile erforderlich. Bediener müssen die Röhrchengreifmechanismen austauschen und die Drehmomenteinstellungen an der Verschlussstation anpassen. Glasrohre erfordern eine schonendere Handhabung, um Mikrobrüche zu vermeiden. Daher müssen die Softwareprofile der Maschine während der Umstellung angepasst werden.
A: Die Genauigkeit hängt von der präzisen Kalibrierung der Vakuumkammer ab. Die Maschine platziert den Schlauch in einer geschlossenen Kammer und eine Hochleistungsvakuumpumpe saugt die Luft ab. Sensoren überwachen den Unterdruck, bis er den genauen Sollwert erreicht, der dem angestrebten Entnahmevolumen entspricht (z. B. 4 ml). Der Pressmechanismus treibt den Gummistopfen sofort in das Rohr und verschließt es hermetisch.
A: Der Standardzeitraum liegt zwischen 3 und 6 Monaten. Dies umfasst kundenspezifisches Engineering, Maschinenbau und interne Qualitätsprüfungen. Der Prozess umfasst einen Factory Acceptance Test (FAT) vor dem Versand. Nach der Lieferung verlängern Installation, Site Acceptance Test (SAT) und umfassende Bedienerschulung den Zeitrahmen in der Regel um weitere 3 bis 4 Wochen.


