Крупносерийное производство медицинских расходных материалов требует баланса между строгим соблюдением нормативных требований (ISO 13485/FDA) с эксплуатационной эффективностью и стабильностью выхода продукции. Достижение этого критического баланса требует безупречного исполнения. Точность в масштабе означает исключение переменных, которые могут поставить под угрозу целостность диагностики.
Переход от ручных или полуавтоматических процессов к полностью интегрированной непрерывной системе требует значительных капиталовложений. Предприятия сталкиваются с серьезной необходимостью устранить риски загрязнения при работе с пробирками различных форматов. Плохо сконфигурированная установка часто приводит к массовому бракованию партий, что напрямую влияет на производственные графики и соответствие требованиям.
В этом руководстве подробно описан сквозной производственный процесс, ключевые критерии оценки оборудования и требования соответствия объекта. Вы узнаете, как согласовать возможности оборудования со строгими системами качества. Наша разбивка помогает директорам по производству и инвесторам структурировать успешное внедрение, гарантируя вам уверенное масштабирование операций и соответствие мировым стандартам медицинского оборудования.
Ключевые выводы
Масштабируемость производства медицинских пробирок зависит от интеграции точного дозирования, вакуумирования и укупорки в непрерывный рабочий процесс с минимальными простоями.
Одобрение регулирующих органов (CE/FDA) диктует требования к объекту, требуя создания чистых помещений класса 100 000 и строгой проверки оборудования IQ/OQ/PQ.
Выбор автоматической машины для сборки пробирок для взятия крови требует определения приоритетов процента брака, многоформатной адаптируемости и протоколов FAT/SAT (приемочных испытаний на заводе/площадке) поставщика.
Структурирование инвестиций: основные требования к линии по производству пробирок для взятия крови
Выход на рынок медицинских расходных материалов требует непоколебимой приверженности контролю качества. Хорошо спланированный Линия по производству пробирок для забора крови действует как центральная нервная система вашего учреждения. Это требует точного согласования между машиностроением, гидродинамикой и стерильной обработкой. Прежде чем выбирать оборудование, вы должны определить точную бизнес-задачу, которую хотите решить.
Определение критериев успеха
Оцените свои ближайшие и долгосрочные производственные цели. Расширяете ли вы производительность для удовлетворения местных клинических потребностей? Возможно, вы хотите снизить риск ручного загрязнения, исключив вмешательство человека в цеха. Альтернативно вы можете готовиться к выходу на новые региональные рынки со строгими барьерами соблюдения требований. Каждая цель кардинально меняет ваши требования к оборудованию. Производитель, стремящийся к быстрому расширению, нуждается в оборудовании с длительным сроком безотказной работы. Компания, входящая в регионы с жестким регулированием, должна отдавать предпочтение программному обеспечению для регистрации и отслеживания данных, а не скорости.
Пропускная способность против гибкости
Директора по производству постоянно сталкиваются с критическим компромиссом между скоростью и адаптируемостью. Вы должны оценить, получит ли ваше предприятие больше преимуществ от сверхскоростных одноформатных линий или от адаптируемых линий. Системы одного формата производят одинаковые тубы с максимальной скоростью. Адаптируемые линии работают с пробирками различных размеров (например, 13x75 мм против 16x100 мм) и различными типами добавок (ЭДТА, сыворотка, гепарин). Гибкие линии требуют механических переналадок, что приводит к простоям, но позволяет выполнять разнообразные клинические заказы.
Таблица 1. Сравнение одноформатных и многоформатных линий
Тип системы
Основное преимущество
Идеальный вариант использования
Потенциальный недостаток
Одноформатный высокоскоростной
Максимальная непрерывная пропускная способность
Производство миллионов идентичных тюбиков с ЭДТА
Невозможно легко поворачиваться к трубкам разных размеров.
Мультиформатный адаптируемый
Широкий портфель продуктов
Выполнение смешанных клинических заказов (Сыворотка, Гепарин, ПТ)
Требует планового простоя для замены деталей
Базовые показатели соответствия
Вы не можете вести переговоры о глобальных медицинских стандартах. Высокопроизводительное предприятие работает по системе менеджмента качества ISO 13485. Этот стандарт обеспечивает последовательное проектирование, разработку и производство медицинских изделий. Местная нормативно-правовая база также требует строгих протоколов отслеживания и стерильности. Каждая партия должна иметь неоспоримый контрольный журнал. Если клиническая лаборатория сообщает о сбое вакуума, вы должны отследить конкретную пробирку до ее конкретного производственного цикла, оператора станка и партии сырья.
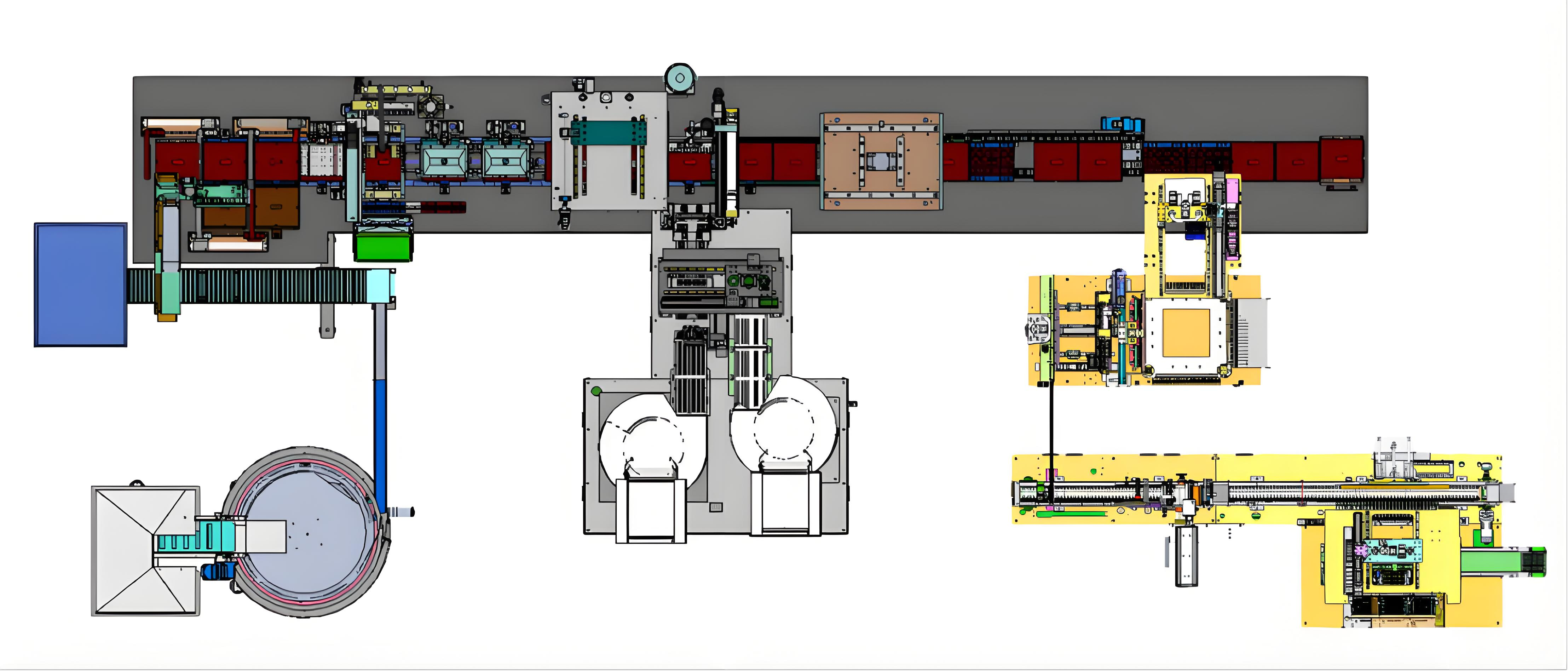
Комплексный производственный процесс
Современное производство преобразует сырье в готовые к диагностике расходные материалы посредством синхронизированной последовательности. Каждый этап должен плавно перетекать в следующий. Любое узкое место нарушает весь результат.
Шаг 1: Загрузка и подготовка пробирок
Процесс начинается с механической сортировки и ориентации необработанных ПЭТ или стеклянных трубок. Бункеры и вибрационные чаши точно выравнивают трубы. Они подают их на главный конвейер, не нарушая оптическую прозрачность пластика или стекла. На этом этапе вы интегрируете УФ-печатная машина для пробирок для забора крови . Это оборудование обеспечивает точную, высококонтрастную и устойчивую к размазыванию маркировку штрих-кодов. Нанесение данных о партии непосредственно на тубу перед ее наполнением обеспечивает постоянную отслеживаемость.
Шаг 2: Дозирование и дозирование добавок
Точность здесь диктует клиническую жизнеспособность. Жидкие добавки, такие как ЭДТА и цитрат, требуют распыления. Сухие добавки требуют точного объемного дозирования. Развертывание специализированного Машина для распыления добавок в пробирки для забора крови обеспечивает равномерное микроскопическое покрытие вдоль внутренних стенок. Это гарантирует быстрое смешивание реагентов крови во время клинического использования. Для отделения сыворотки вы используете Машина для наполнения гелем пробирок для забора крови . Он точно вводит тиксотропный сепараторный гель, не задерживая пузырьки воздуха, которые в противном случае могли бы поставить под угрозу процесс центробежного разделения.
Шаг 3: Сушка и обработка
Жидкие добавки требуют немедленной сушки. Линия перемещает трубы с покрытием через туннели с контролируемым нагревом. Эти туннели равномерно высушивают распыляемые добавки. Правильный контроль температуры обеспечивает химическую стабильность и предотвращает преждевременные реакции при попадании крови в пробирку. Перегрев ухудшает качество реагента, а недосушка приводит к сбоям в коагуляции.
Шаг 4: Сборка и уборка пылесосом
На этом этапе соединяются пластиковый колпачок и резиновая пробка. Механизмы идеально выравнивают их по отверстию трубки. Далее вы управляете вакуумный аппарат для забора крови . Он извлекает воздух из трубки для достижения весьма определенного атмосферного давления. Это точное отрицательное давление определяет точный объем забора крови. Сразу после создания вакуума мощные прессы герметично запечатывают резиновую пробку, фиксируя вакуум.
Шаг 5: Контроль качества и упаковка
Заключительная проверка осуществляется с помощью высокоскоростных камер. Автоматический визуальный осмотр проверяет уровень наполнения, расположение геля и целостность крышки. Любая трубка, не удовлетворяющая этим оптическим параметрам, автоматически выбрасывается из линии. Утвержденные тубы поступают в термоусадочную камеру и окончательно упаковываются в лотки, готовые к стерилизации и раздаче.
Оценка автоматической машины для сборки пробирок для взятия крови
Особенность: Синхронная механика с сервоприводом. Результат: сервоприводы обеспечивают огромную точность по сравнению с традиционной пневматикой. Они уменьшают механическое трение. Вы сокращаете время простоя на техническое обслуживание и достигаете гораздо большей стабильности производительности при больших партиях.
Особенность: HMI (человеко-машинный интерфейс) с интеграцией SCADA в реальном времени. Результат: Эта система обеспечивает комплексную регистрацию данных. Оно создает безопасные журналы аудита, необходимые регулирующим органам, и предлагает операторам немедленную диагностику ошибок.
Особенность: Ультразвуковые дозирующие насадки. Результат: Устраняет разбрызгивание реагента на верхние стенки пробирки. Это предотвращает загрязнение пробки и последующую утечку вакуума.
Масштабируемость и модульная конструкция
Рассмотрите траекторию роста вашего предприятия. Отличная система предлагает модульную конструкцию. Вы должны оценить, позволяет ли оборудование в будущем добавлять модули. Увеличение мощности с 6000 штук в час до 12 000 штук в час не потребует полной замены линии. Модульное оборудование позволяет подключать дополнительные дозирующие станции или линии укупорки по мере роста рыночного спроса.
Доказательства надежности
Не ограничивайтесь заявленными максимальными скоростями. Настоящая эффективность производства заключается в непрерывной работе. Запросите поддающиеся проверке данные об общей эффективности оборудования (OEE). Высокий показатель OEE означает, что машина работает предсказуемо, без микроостановок. Спросите продавца о типичных показателях отказов; оборудование высшего уровня должно поддерживать уровень брака значительно ниже 0,1%. Кроме того, исследуйте происхождение критических компонентов. Убедитесь, что пневматика, ПЛК и серводвигатели произведены всемирно признанными брендами в области автоматизации. Это гарантирует, что вы сможете приобрести запасные части на месте.
Лучшие практики и распространенные ошибки
Лучшая практика: стандартизируйте сырье перед тестированием нового оборудования. Во время первоначальной настройки используйте одного надежного поставщика ПЭТ-пробирок. Это уменьшает переменные при калибровке станций дозирования и укупорки. Распространенная ошибка: игнорирование статического электричества. Пластиковые ПЭТ-тюбики создают огромные статические заряды на быстро движущихся конвейерах. Если не установить каплеуловители, частицы пыли будут прилипать к внутренним стенкам, а распыляемые присадки будут наноситься неравномерно.
Реалии реализации: соответствие объекта требованиям и риски развертывания
Установка сложного оборудования требует столь же сложной среды. Производство медицинского оборудования допускает нулевое изменение окружающей среды.
Инфраструктура чистых помещений
Собрать стерильные расходные материалы на стандартном складе невозможно. Вы должны понимать обширные требования к системам отопления, вентиляции и кондиционирования воздуха, HEPA-фильтрации и планировке чистых помещений класса 100 000 (ISO 8). Эта контролируемая атмосфера предотвращает загрязнение твердыми частицами на критических этапах сборки открытой трубы. Воздух должен подвергаться строгим изменениям в час (ACPH), чтобы сметать пыль и микрочастицы, образующиеся от движущихся машин и людей-операторов. Конфигурации с положительным давлением гарантируют, что при открытии дверей чистый воздух выходит наружу, предотвращая попадание грязного воздуха в производственную зону.
Протоколы проверки
Регулирующие органы требуют доказательств того, что ваше оборудование работает безопасно и стабильно. Прежде чем начать коммерческое производство, вы должны выполнить этапы тщательной проверки. Пропуск этих шагов гарантирует провал регулирования.
Диаграмма 1: Схема проверки оборудования
Фаза проверки
Определение
Требуется основное действие
IQ (квалификация монтажника)
Проверяет правильность установки оборудования.
Проверьте проводку, подключения к инженерным сетям и компоновку по схемам производителя.
OQ (Оперативная квалификация)
Проверяет работу оборудования в установленных пределах.
Запуск пустых циклов. Проверьте сигналы тревоги, остановки безопасности и экстремальные ограничения скорости.
PQ (Квалификация производительности)
Подтверждает, что процесс стабильно производит приемлемые продукты.
Запускайте полные производственные партии с фактическим сырьем и проверяйте качество продукции.
Зависимости цепочки поставок
Машины работают на основе строгих физических допусков. Вы должны признать риск отклонения сырья. Несоответствия размеров ПЭТ-тюбиков, незначительные изменения твердости резиновой пробки или изменения вязкости геля серьезно влияют на калибровку машины. Пробка, ширина которой превышает долю миллиметра, заблокирует укупорочный пресс. Гель, который становится слишком тонким из-за колебаний температуры на складе, будет разбрызгиваться во время инъекции. Заключите жесткие соглашения о качестве с поставщиками сырья для поддержания эффективности оборудования.
Логика составления короткого списка поставщиков и дальнейшие шаги по закупкам
Выбор подходящего партнера по оборудованию определяет ваш операционный успех на следующее десятилетие. Относитесь к процессу закупок как к стратегическому партнерству, а не как к простой сделке.
Оценка опыта производителя
Отдавайте предпочтение поставщикам, предлагающим комплексные решения «под ключ». Они должны продемонстрировать документально подтвержденный опыт работы в международных правилах в отношении медицинского оборудования. Запросите тематические исследования, показывающие успешные установки в регионах со строгими нормативными требованиями. Поставщик, который понимает ISO 13485, разработает свое программное обеспечение для автоматического экспорта данных в совместимые форматы.
Обязательные требования FAT и SAT
Никогда не принимайте доставку на основе общей видеодемонстрации. Настаивайте на комплексных заводских приемочных испытаниях (FAT). Отправьте конкретное сырье — нужные вам тюбики, колпачки и гели — на предприятие поставщика. Наблюдайте, как машина работает с вашими материалами на полной скорости. Это выявляет механическую несовместимость еще до того, как машина покинет завод. После этого проведите строгие приемочные испытания на месте (SAT), как только машина прибудет в ваше чистое помещение. SAT гарантирует, что оборудование выдержит доставку и идеально интегрируется с местными коммунальными предприятиями. Обеспечьте тщательное обучение операторов на этапе SAT.
Послепродажная поддержка и соглашения об уровне обслуживания
Даже самые лучшие машины подвержены износу. Оцените наличие местных запасных частей. Проверьте, предлагает ли поставщик безопасные возможности удаленной диагностики. Технический специалист должен иметь возможность удаленно войти в ваш ПЛК для устранения неисправностей программного обеспечения. Требуйте четких соглашений об уровне обслуживания (SLA) с гарантированным временем реагирования для предотвращения катастрофических остановок производства.
Действенный следующий шаг
Перестаньте просматривать брошюры и начните систематизировать свои данные. Задокументируйте точные потребности в производительности за смену. Определите состояние вашего чистого помещения и определите целевые типы добавок. Соберите эти данные, чтобы сформулировать высокоточный запрос цен (RFQ). Подробный запрос предложений вынуждает поставщиков предоставлять индивидуальные инженерные решения, а не общие предложения по продажам.
Заключение
Краткое описание: Переход на высокопроизводительную производственную линию полностью зависит от точной синхронизации между модулями печати, наполнения, вакуумирования и укупорки. Для достижения масштаба необходимо устранить узкие места.
Заключительная мысль: сосредоточение внимания исключительно на первоначальной настройке оборудования без учета долгосрочной надежности часто ограничивает рост. Особое внимание уделите готовности к проверке, стабильному проценту отказов и исключительной технической поддержке со стороны поставщиков.
Призыв к действию: Свяжитесь с нашей командой инженеров для индивидуального анализа пропускной способности и консультации по конфигурации оборудования, чтобы начать модернизацию вашего предприятия.
Часто задаваемые вопросы
Вопрос: Какая площадь обычно требуется для стандартной линии по производству пробирок для взятия крови?
Ответ: Для стандартной автоматизированной линии обычно требуется от 150 до 250 квадратных метров выделенной площади. На этой площади размещается основное оборудование, буферы конвейеров и необходимый рабочий зазор. Вы также должны учитывать прилегающие чистые помещения, зоны переодевания и зоны хранения сырья, что может удвоить общую требуемую площадь предприятия.
Вопрос: Может ли одна автоматизированная сборочная машина обрабатывать как стеклянные, так и ПЭТ-тубы?
О: Да, многие современные машины обрабатывают как стеклянные, так и ПЭТ-тюбики. Однако переход между материалами требует определенных сменных частей. Операторам необходимо заменить механизмы захвата труб и отрегулировать настройки крутящего момента на укупорочной станции. Стеклянные пробирки требуют более бережного обращения во избежание микротрещин, а это означает, что профили программного обеспечения машины необходимо корректировать во время переключения.
Вопрос: Как вы обеспечиваете точность объема вакуумной вытяжки?
О: Точность зависит от точной калибровки вакуумной камеры. Машина помещает трубку в закрытую камеру, а высокопроизводительный вакуумный насос откачивает воздух. Датчики контролируют отрицательное давление до тех пор, пока оно не достигнет точного заданного значения, соответствующего целевому объему забора (например, 4 мл). Пресс-механизм моментально вгоняет резиновую пробку в тубу, герметично закрывая ее.
Вопрос: Каковы стандартные сроки изготовления и установки этого оборудования?
О: Стандартный срок составляет от 3 до 6 месяцев. Это включает в себя индивидуальное проектирование, изготовление оборудования и внутренние проверки качества. Этот процесс включает в себя заводские приемочные испытания (FAT) перед отправкой. После доставки установка, приемочные испытания на месте (SAT) и комплексное обучение операторов обычно добавляют к графику еще 3–4 недели.
Являясь лидером рынка автоматизированного оборудования для производства медицинских расходных материалов, компания Topkey стремится предоставлять передовые интеллектуальные производственные решения для заводов по производству медицинских расходных материалов.