De productie van medische verbruiksartikelen in grote volumes vereist een evenwicht tussen strikte naleving van de regelgeving (ISO 13485/FDA) en operationele efficiëntie en opbrengststabiliteit. Het bereiken van dit kritische evenwicht vereist een vlekkeloze uitvoering. Precisie op schaal betekent het elimineren van variabelen die de integriteit van de diagnostiek in gevaar kunnen brengen.
De verschuiving van handmatige of semi-geautomatiseerde processen naar een volledig geïntegreerd continu systeem vergt een aanzienlijke kapitaalinvestering. Faciliteiten staan onder grote druk om besmettingsrisico's te elimineren terwijl ze met verschillende buisformaten omgaan. Een slecht geconfigureerde opstelling resulteert vaak in massale batchafkeuringen, wat een directe impact heeft op de productieschema's en de nalevingsstatus.
Deze gids geeft een overzicht van de end-to-end productieworkflow, de belangrijkste evaluatiecriteria voor apparatuur en de nalevingsvereisten van de faciliteit. Je leert hoe je de capaciteiten van machines kunt afstemmen op strenge kwaliteitssystemen. Onze analyse helpt productiedirecteuren en investeerders bij het structureren van een succesvolle uitrol, zodat u uw activiteiten met vertrouwen kunt opschalen en kunt voldoen aan de wereldwijde normen voor medische apparatuur.
Belangrijkste afhaalrestaurants
Schaalbaarheid bij de productie van medische buizen hangt af van de integratie van nauwkeurig doseren, vacumeren en afdekken in een continue workflow met weinig downtime.
Regelgevende goedkeuring (CE/FDA) schrijft de eisen van de faciliteiten voor, waardoor klasse 100.000 cleanroomomgevingen en strenge IQ/OQ/PQ-apparatuurvalidatie noodzakelijk zijn.
Bij het selecteren van een automatische assemblagemachine voor bloedafnamebuisjes moet prioriteit worden gegeven aan het afkeurpercentage, aanpasbaarheid aan meerdere formaten en FAT/SAT-protocollen (Factory/Site Acceptance Testing) van leveranciers.
De investering structureren: kernvereisten voor een productielijn voor bloedafnamebuizen
Het betreden van de sector van medische verbruiksartikelen vereist een onwrikbare inzet voor kwaliteitscontrole. Een goed gepland De productielijn voor bloedafnamebuisjes fungeert als het centrale zenuwstelsel van uw instelling. Het vereist een nauwkeurige afstemming tussen werktuigbouwkunde, vloeistofdynamica en steriele verwerking. Voordat u machines specificeert, moet u het exacte bedrijfsprobleem definiëren dat u wilt oplossen.
Succescriteria definiëren
Evalueer uw productiedoelen op de korte en lange termijn. Breidt u de doorvoer uit om aan de lokale klinische vraag te voldoen? Misschien wilt u het risico op handmatige besmetting verkleinen door menselijk ingrijpen op de fabrieksvloer te elimineren. Het is ook mogelijk dat u zich voorbereidt op het betreden van nieuwe regionale markten met strenge nalevingsbarrières. Elke doelstelling verandert dramatisch uw apparatuurvereisten. Een fabrikant die op zoek is naar snelle expansie heeft machines met een hoge inzetbaarheid nodig. Een bedrijf dat sterk gereguleerde regio's betreedt, moet voorrang geven aan datalogging- en traceerbaarheidssoftware boven pure snelheid.
Doorvoer versus flexibiliteit
Productiedirecteuren worden voortdurend geconfronteerd met een kritische afweging tussen snelheid en aanpassingsvermogen. U moet beoordelen of uw instelling meer baat heeft bij ultrasnelle lijnen met één formaat of aanpasbare lijnen. Systemen met één formaat produceren identieke buizen met maximale snelheid. Aanpasbare lijnen zijn geschikt voor verschillende buisafmetingen (bijv. 13x75 mm vs. 16x100 mm) en meerdere soorten additieven (EDTA, serum, heparine). Flexibele lijnen vereisen mechanische omschakelingen, die downtime met zich meebrengen, maar u in staat stellen diverse klinische opdrachten uit te voeren.
Tabel 1: Vergelijking van lijnen met één formaat en meerdere formaten
Systeemtype
Primair voordeel
Ideale gebruikscasus
Potentieel nadeel
Single-formaat hoge snelheid
Maximale continue doorvoer
Productie van miljoenen identieke EDTA-buizen
Kan niet gemakkelijk naar verschillende buismaten draaien
Aanpasbaar in meerdere formaten
Brede productportfoliomogelijkheden
Vervullen van gemengde klinische opdrachten (serum, heparine, PT)
Vereist geplande stilstand voor het vervangen van onderdelen
Nalevingsbasislijnen
Je kunt niet onderhandelen over mondiale medische normen. Een hoogwaardige faciliteit werkt onder het ISO 13485 kwaliteitsmanagementsysteem. Deze standaard garandeert een consistent ontwerp, ontwikkeling en productie van medische hulpmiddelen. Lokale regelgevingskaders schrijven ook strikte traceerbaarheids- en steriliteitsprotocollen voor. Elke batch moet een onmiskenbaar audittraject bevatten. Als een klinisch laboratorium een vacuümstoring rapporteert, moet u die exacte buis terugvoeren naar de specifieke productierun, machineoperator en grondstofbatch.
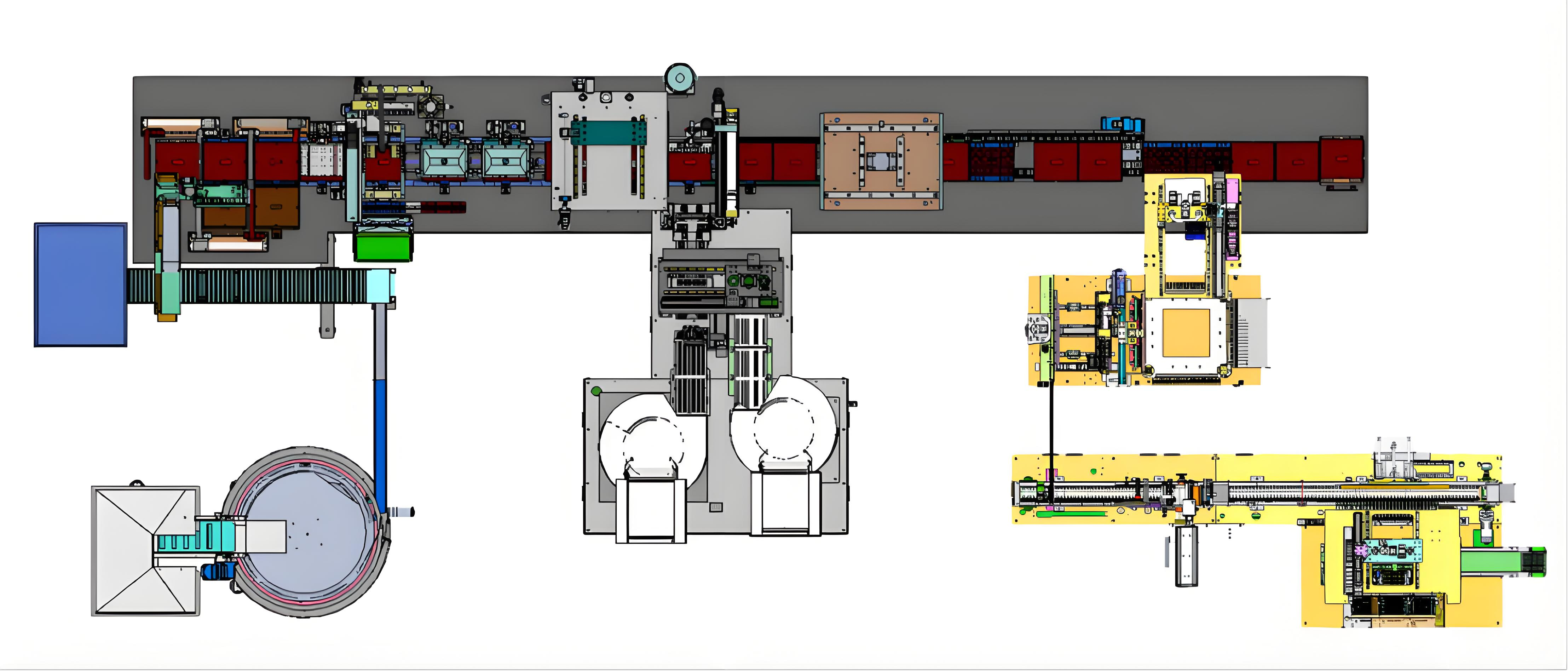
De end-to-end productieworkflow
Moderne productieprocessen transformeren grondstoffen via een gesynchroniseerde reeks in verbruiksartikelen die gereed zijn voor diagnose. Elke fase moet naadloos overvloeien in de volgende. Elk knelpunt verstoort de gehele output.
Stap 1: Tube laden en voorbereiding
Het proces begint met het mechanisch sorteren en oriënteren van ruwe PET- of glazen buizen. Trechters en trilschalen richten de buizen nauwkeurig uit. Ze voeren ze naar de hoofdtransportband zonder de optische helderheid van het plastic of glas aan te tasten. Tijdens deze fase integreer je een UV-drukmachine voor bloedafnamebuis . Deze apparatuur biedt nauwkeurige, contrastrijke en veegvaste barcodelabeling. Door batchgegevens rechtstreeks op de buis aan te brengen vóór het vullen, wordt een permanente traceerbaarheid gegarandeerd.
Stap 2: Dosering en dosering van additieven
Nauwkeurigheid hier dicteert de klinische levensvatbaarheid. Vloeibare additieven zoals EDTA en Citraat vereisen verneveld spuiten. Droge additieven vereisen een nauwkeurige volumetrische dosering. Het inzetten van een gespecialiseerd Bloedafnamebuis-additievenspuitmachine zorgt voor een uniforme microscopische coating langs de binnenwanden. Dit garandeert een snelle menging van bloed-reagens tijdens klinisch gebruik. Voor serumscheiding gebruikt u een bloedafnamebuis gel vulmachine . Het brengt de thixotrope scheidingsgel nauwkeurig in zonder luchtbellen op te sluiten, die anders het centrifugale scheidingsproces in gevaar zouden brengen.
Stap 3: Drogen en verwerken
Vloeibare additieven vereisen onmiddellijke droging. De lijn beweegt de gecoate buizen door gecontroleerde verwarmingstunnels. Deze tunnels drogen de verspoten additieven gelijkmatig. Een goede temperatuurregeling zorgt voor chemische stabiliteit en voorkomt voortijdige reacties wanneer bloed de buis binnenkomt. Oververhitting degradeert het reagens, terwijl te weinig drogen leidt tot coagulatiefouten.
Stap 4: Montage en stofzuigen
In deze fase worden de plastic dop en de rubberen stop samengevoegd. De mechanismen lijnen ze perfect uit over de buisopening. Vervolgens bedien je een vacuüm bloedafnamebuismachine . Het zuigt lucht uit de buis om een zeer specifieke atmosferische druk te bereiken. Deze precieze negatieve druk bepaalt het exacte bloedafnamevolume. Onmiddellijk na het vacuümtrekken sluiten zware persstations de rubberen stop hermetisch af, waardoor het vacuüm wordt vergrendeld.
Stap 5: Kwaliteitscontrole en verpakking
De eindinspectie is afhankelijk van hogesnelheidscamerasystemen. Geautomatiseerde visuele inspectie controleert de vulniveaus, gelpositionering en integriteit van de dop. Elke buis die niet aan deze optische parameters voldoet, wordt automatisch uit de lijn verwijderd. De goedgekeurde buizen worden overgebracht naar een krimpkous en definitieve verpakking in trays, klaar voor sterilisatie en distributie.
Evaluatie van een automatische assemblagemachine voor bloedafnamebuizen
Kenmerk: Servoaangedreven synchrone mechanica. Resultaat: Servo's bieden een enorme precisie vergeleken met traditionele pneumatiek. Ze verminderen mechanische wrijving. U ervaart minder onderhoudsonderbrekingen en bereikt een veel hogere opbrengstconsistentie voor grote batches.
Kenmerk: HMI (Human-Machine Interface) met realtime SCADA-integratie. Resultaat: Dit systeem biedt uitgebreide datalogging. Het creëert veilige audittrails die vereist zijn door regelgevende instanties en biedt directe foutdiagnostiek voor operators.
Kenmerk: Ultrasone doseermondstukken. Resultaat: Elimineert het spatten van reagens op de bovenste buiswanden. Dit voorkomt vervuiling van de stop en daaropvolgende vacuümlekkage.
Schaalbaarheid en modulair ontwerp
Houd rekening met het groeitraject van uw instelling. Een uitstekend systeem biedt een modulair ontwerp. U moet beoordelen of het machinepark toekomstige moduletoevoegingen mogelijk maakt. Voor het upgraden van uw capaciteit van 6.000 stuks per uur naar 12.000 stuks per uur hoeft geen volledige lijnvervanging nodig te zijn. Met modulaire apparatuur kunt u extra doseerstations inbouwen of rijstroken afdekken naarmate de marktvraag toeneemt.
Bewijs van betrouwbaarheid
Kijk verder dan de op de markt gebrachte maximumsnelheden. Echte productie-efficiëntie ligt in continu bedrijf. Vraag verifieerbare gegevens op over de Overall Equipment Effectiveness (OEE). Hoge OEE betekent dat de machine voorspelbaar werkt zonder micro-onderbrekingen. Vraag de leverancier naar de typische afwijzingspercentages; Apparatuur van het hoogste niveau zou het afkeurpercentage ruim onder de 0,1% moeten houden. Onderzoek bovendien de oorsprong van kritische componenten. Zorg ervoor dat de pneumatiek, PLC's en servomotoren afkomstig zijn van wereldwijd erkende automatiseringsmerken. Dit garandeert dat u ter plaatse vervangende onderdelen kunt verkrijgen.
Beste praktijken en veelvoorkomende fouten
Best Practice: Standaardiseer uw grondstoffen voordat u nieuwe apparatuur test. Maak bij de eerste installatie gebruik van één betrouwbare leverancier voor PET-buizen. Dit vermindert de variabelen bij het kalibreren van de doseer- en dopstations. Veelgemaakte fout: het negeren van statische elektriciteit. Plastic PET-buizen genereren enorme statische ladingen op snel bewegende transportbanden. Als u geen statische eliminators installeert, zullen stofdeeltjes zich aan de binnenmuren hechten en zullen additieve sprays een ongelijkmatige coating krijgen.
Implementatierealiteiten: compliance- en uitrolrisico's van faciliteiten
Het installeren van complexe machines vereist een even geavanceerde omgeving. De productie van medische apparatuur tolereert geen enkele omgevingsvariatie.
Cleanroom-infrastructuur
In een standaardmagazijn kunt u geen steriele verbruiksartikelen assembleren. U moet de uitgebreide HVAC-, HEPA-filtratie- en lay-outvereisten voor een cleanroomomgeving van klasse 100.000 (ISO 8) begrijpen. Deze gecontroleerde atmosfeer voorkomt deeltjesverontreiniging tijdens de kritische assemblagefasen met open buizen. De lucht moet rigoureuze veranderingen per uur (ACPH) ondergaan om stof en microdeeltjes weg te vegen die worden gegenereerd door bewegende machines en menselijke operators. Positieve drukconfiguraties zorgen ervoor dat wanneer de deuren opengaan, schone lucht naar buiten stroomt, waardoor wordt voorkomen dat vuile lucht de productiezone binnendringt.
Validatieprotocollen
Regelgevende instanties eisen bewijs dat uw apparatuur veilig en consistent functioneert. U moet strenge validatiefasen uitvoeren voordat de commerciële productie begint. Het overslaan van deze stappen garandeert falen van de regelgeving.
Grafiek 1: Het apparatuurvalidatieframework
Validatiefase
Definitie
Primaire actie vereist
IQ (installatiekwalificatie)
Controleert of de apparatuur correct is geïnstalleerd.
Controleer de bedrading, aansluitingen op het elektriciteitsnet en de lay-out aan de hand van de schema's van de fabrikant.
OQ (operationele kwalificatie)
Controleert of de apparatuur binnen de vastgestelde limieten werkt.
Voer lege cycli uit. Test alarmen, veiligheidsstops en extreme snelheidslimieten.
PQ (Prestatiekwalificatie)
Controleert of het proces op consistente wijze aanvaardbare producten oplevert.
Voer volledige productiebatches uit met daadwerkelijke grondstoffen en inspecteer de uitvoerkwaliteit.
Afhankelijkheden van de toeleveringsketen
Machines werken op basis van strikte fysieke toleranties. U moet het risico van variatie in grondstoffen erkennen. Inconsistenties in de afmetingen van PET-buisjes, subtiele veranderingen in de hardheid van de rubberen stop of variaties in de viscositeit van de gel hebben ernstige gevolgen voor de kalibratie van de machine. Een stop die een fractie van een millimeter te breed is, zal de sluitpers blokkeren. Een gel die te dun wordt als gevolg van temperatuurschommelingen in het magazijn, zal tijdens het injecteren spetteren. Maak strakke kwaliteitsafspraken met uw grondstoffenleveranciers om de machine-efficiëntie te behouden.
Logica voor shortlisting van leveranciers en volgende stappen voor inkoop
Het selecteren van de juiste apparatuurpartner bepaalt uw operationele succes voor het komende decennium. Beschouw het inkoopproces als een strategisch partnerschap in plaats van als een simpele transactie.
Evaluatie van de expertise van de fabrikant
Geef prioriteit aan leveranciers die complete kant-en-klare oplossingen bieden. Ze moeten gedocumenteerde ervaring aantonen met het navigeren door de internationale regelgeving voor medische hulpmiddelen. Vraag naar casestudies die succesvolle installaties laten zien in regio's met strikte nalevingskaders. Een leverancier die ISO 13485 begrijpt, zal zijn software zo ontwerpen dat gegevens automatisch in compatibele formaten worden geëxporteerd.
FAT- en SAT-vereisten
Accepteer nooit een levering op basis van een generieke videodemonstratie. Dring aan op uitgebreide Factory Acceptance Tests (FAT). Stuur uw specifieke grondstoffen (uw exacte buizen, doppen en gels) naar de vestiging van de leverancier. Kijk hoe de machine uw materialen op volle snelheid laat draaien. Hierdoor worden mechanische onverenigbaarheden blootgelegd voordat de machine de fabriek verlaat. Volg dit met strikte Site Acceptance Tests (SAT) zodra de machine bij uw cleanroom arriveert. De SAT zorgt ervoor dat de apparatuur de verzending heeft overleefd en perfect kan worden geïntegreerd met uw lokale nutsbedrijven. Zorg voor een grondige training van operators tijdens de SAT-fase.
Aftermarket-ondersteuning en SLA's
Zelfs de beste machines zijn onderhevig aan slijtage. Beoordeel de beschikbaarheid van lokale reserveonderdelen. Controleer of de leverancier veilige diagnostische mogelijkheden op afstand biedt. Een technicus moet op afstand kunnen inloggen op uw PLC om softwarefouten op te lossen. Vraag duidelijke Service Level Agreements (SLA's) met gegarandeerde responstijden om catastrofale productieonderbrekingen te beperken.
Bruikbare volgende stap
Stop met het bladeren door brochures en begin met het organiseren van uw gegevens. Documenteer uw exacte capaciteitsbehoeften per dienst. Bepaal de status van uw cleanroom en geef een overzicht van de soorten additieven die u wilt gebruiken. Verzamel deze gegevens om een zeer nauwkeurige Request for Quotation (RFQ) te formuleren. Een gedetailleerde offerteaanvraag dwingt leveranciers om op maat gemaakte technische oplossingen te bieden in plaats van generieke verkooppraatjes.
Conclusie
Samenvatting: De overstap naar een hoogwaardige productielijn is volledig afhankelijk van exacte synchronisatie tussen print-, vul-, vacumeer- en capping-modules. Om schaalgrootte te bereiken, moet je knelpunten wegnemen.
Laatste gedachte: Alleen focussen op de initiële installatie van apparatuur zonder rekening te houden met de betrouwbaarheid op de lange termijn beperkt vaak de groei. Focus sterk op de gereedheid voor validatie, aanhoudende afwijzingspercentages en uitzonderlijke technische ondersteuning van leveranciers.
CTA: Neem contact op met ons engineeringteam voor een op maat gemaakte doorvoeranalyse en advies over de apparatuurconfiguratie om uw upgrade van uw faciliteit een vliegende start te geven.
Veelgestelde vragen
Vraag: Hoeveel vloeroppervlak is er doorgaans nodig voor een standaardproductielijn voor bloedafnamebuizen?
A: Een standaard geautomatiseerde lijn vereist doorgaans tussen de 150 en 250 vierkante meter specifiek vloeroppervlak. Deze voetafdruk biedt plaats aan de primaire machines, transportbuffers en essentiële operationele ruimte. U moet ook rekening houden met aangrenzende cleanroomruimtes, kleedruimtes en verzamelzones voor grondstoffen, waardoor de totale benodigde voetafdruk van de faciliteit kan worden verdubbeld.
Vraag: Kan één geautomatiseerde assemblagemachine zowel glas- als PET-buizen verwerken?
A: Ja, veel geavanceerde machines verwerken zowel glazen als PET-buizen. De overgang tussen materialen vereist echter specifieke wisselonderdelen. Operators moeten de buisgrijpmechanismen verwisselen en de koppelinstellingen op het dopstation aanpassen. Glazen buizen vereisen een zachtere behandeling om microfracturen te voorkomen, wat betekent dat de softwareprofielen van de machine tijdens de omschakeling moeten worden aangepast.
Vraag: Hoe kunt u de nauwkeurigheid van het vacuümzuigvolume garanderen?
A: De nauwkeurigheid hangt af van de nauwkeurige kalibratie van de vacuümkamer. De machine plaatst de buis in een afgesloten kamer en een krachtige vacuümpomp zuigt de lucht af. Sensoren bewaken de negatieve druk totdat deze het exacte instelpunt bereikt dat overeenkomt met het beoogde tapvolume (bijv. 4 ml). Het persmechanisme duwt de rubberen stop onmiddellijk in de buis en sluit deze hermetisch af.
Vraag: Wat is de standaard doorlooptijd voor de productie en installatie van deze apparatuur?
A: De standaardtijdlijn varieert van 3 tot 6 maanden. Dit omvat maatwerk, machinebouw en interne kwaliteitscontroles. Het proces omvat een Factory Acceptance Test (FAT) voorafgaand aan verzending. Na levering voegen installatie, Site Acceptance Testing (SAT) en uitgebreide operatortraining doorgaans nog eens 3 tot 4 weken toe aan de tijdlijn.
Als marktleider in de geautomatiseerde productieapparatuurindustrie voor medische verbruiksartikelen zet Topkey zich in voor het leveren van geavanceerde slimme productieoplossingen voor fabrieken voor medische verbruiksartikelen.