
المشاهدات: 0 المؤلف: محرر الموقع وقت النشر: 2026-06-24 الأصل: موقع











يتطلب تصنيع المواد الاستهلاكية الطبية بكميات كبيرة تحقيق التوازن بين الامتثال التنظيمي الصارم (ISO 13485/FDA) والكفاءة التشغيلية واستقرار الإنتاجية. يتطلب تحقيق هذا التوازن الحاسم تنفيذًا لا تشوبه شائبة. الدقة على نطاق واسع تعني التخلص من المتغيرات التي يمكن أن تؤثر على سلامة التشخيص.
يمثل التحول من العمليات اليدوية أو شبه الآلية إلى نظام مستمر متكامل تمامًا استثمارًا رأسماليًا كبيرًا. تواجه المنشآت ضغوطًا شديدة للتخلص من مخاطر التلوث أثناء التعامل مع تنسيقات الأنابيب المتنوعة. غالبًا ما يؤدي الإعداد السيئ التكوين إلى رفض دفعة كبيرة من الدُفعات، مما يؤثر بشكل مباشر على جداول الإنتاج وحالة الامتثال.
يشرح هذا الدليل سير عمل التصنيع الشامل، ومعايير تقييم المعدات الرئيسية، ومتطلبات امتثال المنشأة. سوف تتعلم كيفية مواءمة قدرات الآلات مع أنظمة الجودة الصارمة. تساعد تفاصيلنا مديري الإنتاج والمستثمرين على تنظيم عملية طرح ناجحة، مما يضمن لك توسيع نطاق العمليات بثقة وتلبية معايير الأجهزة الطبية العالمية.
تعتمد قابلية التوسع في تصنيع الأنابيب الطبية على دمج الجرعات الدقيقة، والتفريغ، والتغطية في سير عمل مستمر ومنخفض وقت التوقف عن العمل.
تحدد الموافقة التنظيمية (CE/FDA) متطلبات المنشأة، مما يستلزم بيئات غرف الأبحاث من الفئة 100,000 والتحقق الصارم من صحة معدات IQ/OQ/PQ.
يتطلب اختيار آلة تجميع أنابيب جمع الدم الأوتوماتيكية تحديد أولويات معدلات الرفض، والقدرة على التكيف متعدد التنسيق، وبروتوكولات البائع FAT/SAT (اختبار قبول المصنع/الموقع).
يتطلب دخول قطاع المستهلكات الطبية التزامًا ثابتًا بمراقبة الجودة. مخططة جيدا يعمل خط إنتاج أنابيب جمع الدم بمثابة الجهاز العصبي المركزي لمنشأتك. فهو يتطلب محاذاة دقيقة بين الهندسة الميكانيكية وديناميكيات السوائل والمعالجة المعقمة. قبل تحديد الآلات، يجب عليك تحديد مشكلة العمل الدقيقة التي تهدف إلى حلها.
قم بتقييم أهدافك الإنتاجية الفورية والطويلة المدى. هل تعمل على توسيع الإنتاجية لتلبية الطلب السريري المحلي؟ ربما تريد تقليل مخاطر التلوث اليدوي من خلال القضاء على التدخل البشري على أرضية المصنع. وبدلاً من ذلك، قد تكون تستعد لدخول أسواق إقليمية جديدة مع حواجز امتثال صارمة. كل هدف يغير بشكل كبير متطلبات المعدات الخاصة بك. تحتاج الشركة المصنعة التي تسعى إلى التوسع السريع إلى آلات ذات مدة تشغيل عالية. يجب على الشركة التي تدخل مناطق شديدة التنظيم أن تعطي الأولوية لبرامج تسجيل البيانات وإمكانية التتبع على السرعة الأولية.
يواجه مديرو الإنتاج دائمًا مفاضلة حاسمة بين السرعة والقدرة على التكيف. يجب عليك تقييم ما إذا كانت منشأتك تستفيد بشكل أكبر من الخطوط ذات التنسيق الفردي فائقة السرعة أو الخطوط القابلة للتكيف. تعمل الأنظمة ذات التنسيق الفردي على إنتاج أنابيب متطابقة بأقصى سرعة. تتعامل الخطوط القابلة للتكيف مع أبعاد الأنبوب المتنوعة (على سبيل المثال، 13 × 75 مم مقابل 16 × 100 مم) وأنواع الإضافات المتعددة (EDTA، المصل، الهيبارين). تتطلب الخطوط المرنة تغييرات ميكانيكية، مما يؤدي إلى التوقف عن العمل ولكنه يتيح لك تلبية الطلبات السريرية المتنوعة.
الجدول 1: مقارنة الخطوط ذات التنسيق الفردي مقابل الخطوط متعددة التنسيق |
|||
نوع النظام |
الميزة الأساسية |
حالة الاستخدام المثالي |
العيب المحتمل |
|---|---|---|---|
تنسيق واحد عالي السرعة |
الحد الأقصى من الإنتاجية المستمرة |
إنتاج الملايين من أنابيب EDTA المتطابقة |
غير قادر على المحور بسهولة لأحجام الأنابيب المختلفة |
متعدد التنسيق قابل للتكيف |
قدرة مجموعة واسعة من المنتجات |
تلبية الطلبات السريرية المختلطة (المصل، الهيبارين، PT) |
يتطلب التوقف عن العمل المقرر لتغييرات جزء |
لا يمكنك التفاوض بشأن المعايير الطبية العالمية. منشأة عالية الأداء تعمل بموجب نظام إدارة الجودة ISO 13485. يضمن هذا المعيار التصميم المتسق والتطوير والإنتاج للأجهزة الطبية. تملي الأطر التنظيمية المحلية أيضًا بروتوكولات صارمة للتتبع والعقم. يجب أن تحمل كل دفعة مسار تدقيق لا يمكن إنكاره. إذا أبلغ أحد المختبرات السريرية عن فشل في الفراغ، فيجب عليك تتبع هذا الأنبوب الدقيق مرة أخرى إلى مسار الإنتاج المحدد، ومشغل الآلة، ومجموعة المواد الخام.
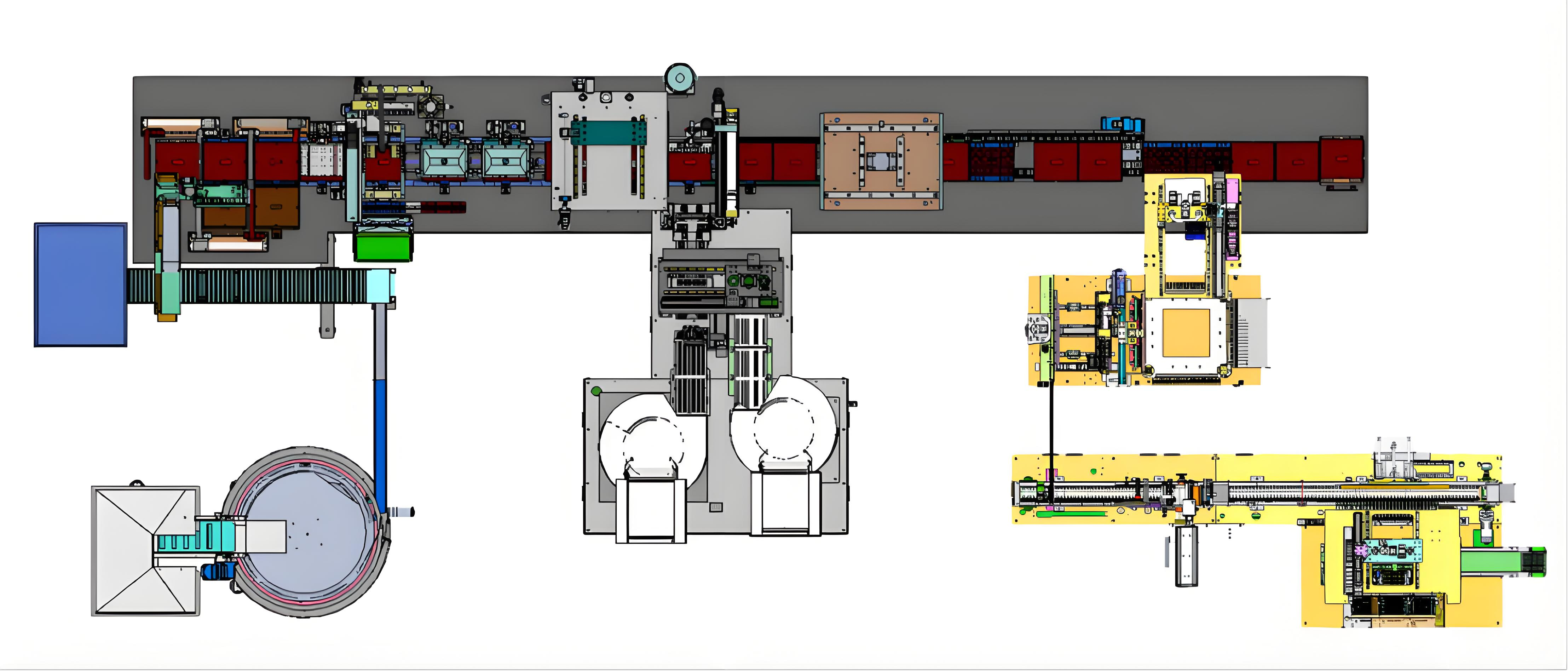
يقوم التصنيع الحديث بتحويل المواد الخام إلى مواد استهلاكية جاهزة للتشخيص من خلال تسلسل متزامن. يجب أن تتدفق كل مرحلة بسلاسة إلى المرحلة التالية. أي اختناق يعطل الإخراج بأكمله.
الخطوة 1: تحميل الأنبوب وإعداده
تبدأ العملية بالفرز الميكانيكي وتوجيه البلاستيك الخام أو الأنابيب الزجاجية. تقوم القواديس والأوعية الاهتزازية بمحاذاة الأنابيب بدقة. يقومون بإدخالها على الناقل الرئيسي دون التأثير على الوضوح البصري للبلاستيك أو الزجاج. خلال هذه المرحلة، تقوم بدمج أ آلة الطباعة بالأشعة فوق البنفسجية لأنبوب جمع الدم . يوفر هذا الجهاز ملصقات باركود دقيقة وعالية التباين ومقاومة للتلطخ. إن تطبيق بيانات الدفعة مباشرة على الأنبوب قبل التعبئة يضمن إمكانية التتبع الدائم.
الخطوة 2: الجرعات والصرف الإضافي
الدقة هنا تملي الجدوى السريرية. تتطلب الإضافات السائلة مثل EDTA وCitrate رشًا صغيرًا. تتطلب المضافات الجافة جرعات حجمية دقيقة. نشر المتخصصة آلة رش إضافات أنبوب جمع الدم تضمن طلاء مجهري موحد على طول الجدران الداخلية. وهذا يضمن الخلط السريع لكاشف الدم أثناء الاستخدام السريري. لفصل المصل، يمكنك استخدام آلة تعبئة هلام أنبوب جمع الدم . فهو يقوم بإدخال هلام الفصل المتغير الانسيابية بدقة دون حبس فقاعات الهواء، الأمر الذي من شأنه أن يعرض عملية الفصل بالطرد المركزي للخطر.
الخطوة 3: التجفيف والمعالجة
المضافات السائلة تتطلب التجفيف الفوري. يقوم الخط بتحريك الأنابيب المطلية عبر أنفاق التسخين الخاضعة للرقابة. تقوم هذه الأنفاق بتجفيف المواد المضافة التي تم رشها بالتساوي. يضمن التحكم المناسب في درجة الحرارة الاستقرار الكيميائي ويمنع التفاعلات المبكرة عند دخول الدم إلى الأنبوب. يؤدي ارتفاع درجة الحرارة إلى تدهور الكاشف، في حين أن قلة التجفيف تؤدي إلى فشل التخثر.
الخطوة 4: التجميع والتنظيف بالمكنسة الكهربائية
تدمج هذه المرحلة الغطاء البلاستيكي والسدادة المطاطية. تقوم الآليات بمحاذاةها بشكل مثالي فوق فتحة الأنبوب. بعد ذلك، تقوم بتشغيل أ آلة أنبوب جمع الدم فراغ . يقوم باستخراج الهواء من الأنبوب للوصول إلى ضغط جوي محدد للغاية. يحدد هذا الضغط السلبي الدقيق حجم سحب الدم الدقيق. مباشرة بعد سحب الفراغ، تقوم محطات الضغط شديدة التحمل بإغلاق السدادة المطاطية بإحكام، مما يؤدي إلى قفل الفراغ.
الخطوة 5: مراقبة الجودة والتعبئة والتغليف
يعتمد الفحص النهائي على أنظمة الكاميرات عالية السرعة. يتحقق الفحص البصري الآلي من مستويات التعبئة، وموضع الجل، وسلامة الغطاء. يتم إخراج أي أنبوب يفشل في هذه المعلمات البصرية تلقائيًا من الخط. تنتقل الأنابيب المعتمدة إلى الانكماش الحراري وتغليف الصينية النهائية، وتكون جاهزة للتعقيم والتوزيع.
شراء تتضمن آلة تجميع أنابيب جمع الدم الأوتوماتيكية الاطلاع على الكتيبات اللامعة. يجب عليك تقييم كيفية ترجمة الميزات الميكانيكية المحددة مباشرة إلى نتائج الإنتاج.
الميزة: ميكانيكا متزامنة تعمل بمحرك مؤازر.
النتيجة: توفر الماكينات دقة هائلة مقارنة بعلم الخصائص الهوائية التقليدي. أنها تقلل من الاحتكاك الميكانيكي. ستستمتع بوقت توقف أقل للصيانة وتحقق تناسق إنتاجية أعلى بكثير عبر الدفعات الكبيرة.
الميزة: HMI (واجهة الإنسان والآلة) مع تكامل SCADA في الوقت الحقيقي.
النتيجة: يوفر هذا النظام تسجيلاً شاملاً للبيانات. فهو ينشئ مسارات تدقيق آمنة تتطلبها الهيئات التنظيمية ويقدم تشخيصًا فوريًا للأخطاء للمشغلين.
الميزة: فوهات الجرعات بالموجات فوق الصوتية.
النتيجة: القضاء على تناثر الكاشف على جدران الأنبوب العلوي. وهذا يمنع تلوث السدادة وتسرب الفراغ اللاحق.
ضع في اعتبارك مسار نمو منشأتك. نظام ممتاز يقدم تصميمًا معياريًا. يجب عليك تقييم ما إذا كانت الآلية تسمح بإضافات الوحدات المستقبلية. لا ينبغي أن تتطلب ترقية قدرتك الإنتاجية من 6000 قطعة في الساعة إلى 12000 قطعة في الساعة استبدال الخط بالكامل. تسمح لك المعدات المعيارية بتركيب محطات جرعات إضافية أو ممرات تغطية مع زيادة الطلب في السوق.
انظر إلى ما هو أبعد من السرعات القصوى المسوقة. كفاءة الإنتاج الحقيقية تكمن في التشغيل المستمر. اطلب بيانات يمكن التحقق منها حول فعالية المعدات الشاملة (OEE). يعني ارتفاع OEE أن الماكينة تعمل بشكل متوقع دون توقفات دقيقة. اسأل البائع عن معدلات الرفض النموذجية؛ يجب أن تحافظ معدات الطبقة العليا على معدلات رفض أقل بكثير من 0.1%. وعلاوة على ذلك، التحقيق في أصول المكونات الهامة. التأكد من أن المحركات الهوائية وأجهزة PLC والمحركات المؤازرة تأتي من علامات تجارية للأتمتة معترف بها عالميًا. وهذا يضمن إمكانية الحصول على قطع الغيار محليًا.
أفضل الممارسات: توحيد معايير المواد الخام الخاصة بك قبل اختبار المعدات الجديدة. استخدم موردًا واحدًا موثوقًا به لأنابيب PET أثناء الإعداد الأولي. وهذا يقلل من المتغيرات عند معايرة محطات الجرعات والتغطية.
خطأ شائع: تجاهل الكهرباء الساكنة. تولد أنابيب PET البلاستيكية شحنات ثابتة هائلة على الناقلات سريعة الحركة. إذا فشلت في تركيب مزيلات الكهرباء الساكنة، فسوف تلتصق جزيئات الغبار بالجدران الداخلية، وستغطي المرشات الإضافية بشكل غير متساو.
يتطلب تركيب الآلات المعقدة بيئة متطورة بنفس القدر. لا يتحمل تصنيع الأجهزة الطبية أي تباين بيئي.
لا يمكنك تجميع المواد الاستهلاكية المعقمة في مستودع قياسي. يجب أن تفهم المتطلبات الشاملة لنظام التدفئة والتهوية وتكييف الهواء (HVAC) وترشيح HEPA (HEPA) والتخطيط لبيئة غرف الأبحاث من الفئة 100000 (ISO 8). ويمنع هذا الجو المتحكم فيه التلوث بالجسيمات أثناء مراحل تجميع الأنبوب المفتوح الحرجة. يجب أن يخضع الهواء لتغييرات صارمة في الساعة (ACPH) لإزالة الغبار والجسيمات الدقيقة الناتجة عن تحريك الآلات والمشغلين البشريين. تضمن تكوينات الضغط الإيجابي أنه عند فتح الأبواب، يندفع الهواء النظيف إلى الخارج، مما يمنع الهواء الملوث من دخول منطقة الإنتاج.
تطلب الهيئات التنظيمية دليلاً على أن أجهزتك تعمل بشكل آمن ومتسق. يجب عليك تنفيذ مراحل تحقق صارمة قبل بدء الإنتاج التجاري. إن تخطي هذه الخطوات يضمن الفشل التنظيمي.
الرسم البياني 1: إطار التحقق من صحة المعدات |
||
مرحلة التحقق |
تعريف |
الإجراء الأساسي مطلوب |
|---|---|---|
الذكاء (تأهيل التثبيت) |
التحقق من تثبيت المعدات بشكل صحيح. |
تحقق من الأسلاك وتوصيلات المرافق والتخطيط مقابل مخططات الشركة المصنعة. |
OQ (التأهيل التشغيلي) |
التحقق من أن المعدات تعمل ضمن الحدود المقررة. |
تشغيل دورات فارغة. اختبار الإنذارات، وتوقف السلامة، وحدود السرعة القصوى. |
PQ (تأهيل الأداء) |
التحقق من أن العملية تنتج منتجات مقبولة باستمرار. |
قم بتشغيل دفعات الإنتاج الكاملة باستخدام المواد الخام الفعلية وفحص جودة المخرجات. |
تعمل الآلات على أساس التحمل الجسدي الصارم. يجب أن تعترف بمخاطر تباين المواد الخام. إن عدم الاتساق في أبعاد أنبوب PET، أو التغييرات الطفيفة في مقياس التحمل للسدادة المطاطية، أو الاختلافات في لزوجة الجل تؤثر بشدة على معايرة الماكينة. السدادة التي يبلغ عرضها جزءًا من المليمتر جدًا سوف تؤدي إلى تشويش مكبس السد. سوف يتناثر الجل الذي يصبح رقيقًا جدًا بسبب تقلبات درجة حرارة المستودع أثناء الحقن. قم بإبرام اتفاقيات جودة صارمة مع موردي المواد الخام لديك للحفاظ على كفاءة الماكينة.
إن اختيار شريك المعدات المناسب يحدد نجاحك التشغيلي على مدار العقد القادم. التعامل مع عملية الشراء على أنها شراكة استراتيجية وليس معاملة بسيطة.
إعطاء الأولوية للموردين الذين يقدمون حلولاً متكاملة متكاملة. يجب عليهم إثبات خبرة موثقة في التعامل مع لوائح الأجهزة الطبية الدولية. اطلب دراسات الحالة التي توضح عمليات التثبيت الناجحة في المناطق ذات أطر الامتثال الصارمة. سيقوم البائع الذي يفهم ISO 13485 بتصميم برامجه لتصدير البيانات بتنسيقات متوافقة تلقائيًا.
لا تقبل أبدًا التسليم بناءً على عرض فيديو عام. الإصرار على إجراء اختبار قبول المصنع الشامل (FAT). أرسل المواد الخام المحددة الخاصة بك - الأنابيب والأغطية والمواد الهلامية الخاصة بك - إلى منشأة البائع. شاهد الآلة وهي تقوم بتشغيل المواد الخاصة بك بأقصى سرعة. ويكشف هذا عن عدم التوافق الميكانيكي قبل مغادرة الآلة للمصنع. اتبع ذلك من خلال اختبار قبول الموقع (SAT) الصارم بمجرد وصول الجهاز إلى غرفة الأبحاث الخاصة بك. يضمن SAT نجاة المعدات من الشحن ويتكامل بشكل مثالي مع المرافق المحلية لديك. تفويض تدريب شامل للمشغلين خلال مرحلة اختبار SAT.
حتى أفضل الآلات تعاني من التآكل. تقييم مدى توفر قطع الغيار المحلية. تحقق مما إذا كان البائع يقدم إمكانات تشخيصية آمنة عن بعد. ينبغي أن يكون الفني قادرًا على تسجيل الدخول إلى PLC الخاص بك عن بُعد لاستكشاف أخطاء البرامج وإصلاحها. اطلب اتفاقيات مستوى الخدمة (SLAs) الواضحة مع أوقات استجابة مضمونة للتخفيف من توقف الإنتاج الكارثي.
توقف عن تصفح الكتيبات وابدأ في تنظيم بياناتك. قم بتوثيق احتياجاتك الدقيقة من السعة لكل نوبة عمل. حدد حالة غرفة الأبحاث الخاصة بك وحدد أنواع الإضافات المستهدفة. قم بتجميع هذه التفاصيل لصياغة طلب عرض أسعار دقيق للغاية (RFQ). إن طلب عرض الأسعار التفصيلي يجبر البائعين على تقديم حلول هندسية مخصصة بدلاً من عروض المبيعات العامة.
ملخص: يعتمد الانتقال إلى خط إنتاج عالي الأداء كليًا على التزامن الدقيق بين وحدات الطباعة والتعبئة والكنس والتغطية. يجب عليك إزالة الاختناقات لتحقيق الحجم.
الفكرة النهائية: التركيز فقط على الإعداد الأولي للمعدات دون النظر إلى الموثوقية على المدى الطويل غالبًا ما يحد من النمو. ركز بشكل كبير على الاستعداد للتحقق من الصحة، ومعدلات الرفض المستمرة، والدعم الهندسي الاستثنائي للموردين.
CTA: اتصل بفريقنا الهندسي للحصول على تحليل مخصص للإنتاجية واستشارة حول تكوين المعدات لبدء عملية ترقية منشأتك.
ج: يتطلب الخط الآلي القياسي عمومًا ما بين 150 إلى 250 مترًا مربعًا من المساحة الأرضية المخصصة. تستوعب هذه البصمة الآلات الأساسية، ومخازن النقل المؤقتة، والتخليص التشغيلي الأساسي. يجب عليك أيضًا مراعاة مساحات غرف الأبحاث المجاورة ومناطق ارتداء الملابس ومناطق تخزين المواد الخام، والتي يمكن أن تضاعف إجمالي مساحة المنشأة المطلوبة.
ج: نعم، العديد من الآلات المتقدمة تتعامل مع الأنابيب الزجاجية وأنابيب PET. ومع ذلك، فإن الانتقال بين المواد يتطلب أجزاء تحويل محددة. يجب على المشغلين تبديل آليات إمساك الأنبوب وضبط إعدادات عزم الدوران في محطة السد. تتطلب الأنابيب الزجاجية معالجة أكثر لطفًا لمنع حدوث كسور دقيقة، مما يعني أنه يجب تعديل ملفات تعريف برامج الجهاز أثناء التغيير.
ج: تعتمد الدقة على المعايرة الدقيقة لغرفة التفريغ. تضع الآلة الأنبوب داخل غرفة مغلقة، وتقوم مضخة تفريغ عالية الأداء باستخراج الهواء. تقوم المستشعرات بمراقبة الضغط السلبي حتى يصل إلى نقطة الضبط المحددة المقابلة لحجم السحب المستهدف (على سبيل المثال، 4 مل). تقوم آلية الضغط على الفور بدفع السدادة المطاطية داخل الأنبوب، وإغلاقها بإحكام.
ج: يتراوح الجدول الزمني القياسي من 3 إلى 6 أشهر. ويشمل ذلك الهندسة المخصصة وتصنيع الآلات وفحوصات الجودة الداخلية. تتضمن العملية اختبار قبول المصنع (FAT) قبل الشحن. بمجرد التسليم، عادةً ما يضيف التثبيت واختبار قبول الموقع (SAT) والتدريب الشامل للمشغلين 3 إلى 4 أسابيع أخرى إلى الجدول الزمني.


