











医療消耗品の大量製造では、厳格な規制遵守 (ISO 13485/FDA) と運用効率および歩留まりの安定性のバランスをとる必要があります。この重要なバランスを達成するには、完璧な実行が必要です。大規模な精度とは、診断の完全性を損なう可能性のある変数を排除することを意味します。
手動または半自動プロセスから完全に統合された連続システムへの移行には、多額の設備投資が必要です。施設は、さまざまな形式のチューブを処理しながら汚染のリスクを排除するという強いプレッシャーに直面しています。セットアップが適切に構成されていないと、多くの場合、大量のバッチが拒否され、生産スケジュールやコンプライアンスの状態に直接影響を与えます。
このガイドでは、エンドツーエンドの製造ワークフロー、主要な機器の評価基準、施設のコンプライアンス要件を詳しく説明します。機械の機能を厳格な品質システムと調整する方法を学びます。この内訳は、生産ディレクターや投資家が成功する展開を構築するのに役立ち、自信を持って事業を拡大し、世界的な医療機器基準を満たせるようにします。
医療用チューブ製造における拡張性は、正確な注入、真空引き、キャッピングを継続的でダウンタイムの少ないワークフローに統合するかどうかにかかっています。
規制承認 (CE/FDA) により施設要件が規定され、クラス 100,000 のクリーンルーム環境と厳格な IQ/OQ/PQ 機器検証が必要になります。
自動採血管組立機を選択するには、拒絶反応率、マルチフォーマットへの適応性、ベンダーの FAT/SAT (工場/現場受入検査) プロトコルを優先する必要があります。
医療消耗品分野に参入するには、品質管理に対するひるむことのない取り組みが必要です。よく計画された 採血管の生産ラインは、 施設の中枢神経システムとして機能します。機械工学、流体力学、滅菌処理の間の正確な調整が必要です。機械を指定する前に、解決したいビジネス上の問題を正確に定義する必要があります。
当面および長期的な生産目標を評価します。地域の臨床需要を満たすためにスループットを拡大していますか?おそらく、工場現場での人的介入を排除して、人手による汚染のリスクを軽減したいと考えているでしょう。あるいは、コンプライアンスの厳しい障壁がある新しい地域市場への参入を準備しているかもしれません。それぞれの目標により、機器の要件が大幅に変わります。急速な拡大を目指すメーカーは、稼働時間の高い機械を必要としています。規制の厳しい地域に参入する企業は、速度よりもデータ ロギングおよびトレーサビリティ ソフトウェアを優先する必要があります。
制作ディレクターは、スピードと適応性の間の重要なトレードオフに常に直面しています。超高速の単一形式の回線と適応可能な回線のどちらが施設にメリットをもたらすかを評価する必要があります。シングルフォーマットシステムは、同一の真空管を最大速度で大量生産します。適応可能なラインは、さまざまなチューブ寸法 (例: 13x75mm 対 16x100mm) および複数の添加剤タイプ (EDTA、血清、ヘパリン) に対応します。柔軟なラインには機械的な切り替えが必要であり、ダウンタイムが発生しますが、多様な臨床オーダーを満たすことができます。
表 1: シングルフォーマットラインとマルチフォーマットラインの比較 |
|||
システムタイプ |
主な利点 |
理想的な使用例 |
潜在的な欠点 |
|---|---|---|---|
シングルフォーマット高速 |
最大連続スループット |
何百万もの同一の EDTA チューブを生産 |
異なるチューブサイズに簡単にピボットできない |
マルチフォーマット対応可能 |
幅広い製品ポートフォリオの機能 |
混合臨床オーダーの履行 (血清、ヘパリン、PT) |
部品交換のために計画的なダウンタイムが必要 |
世界的な医療基準について交渉することはできません。高性能施設は ISO 13485 品質管理システムに基づいて稼働しています。この規格により、医療機器の一貫した設計、開発、生産が保証されます。地域の規制枠組みによっても、厳格なトレーサビリティと無菌プロトコルが規定されています。すべてのバッチには、否定できない監査証跡が必要です。臨床検査室が真空不良を報告した場合、そのチューブをその特定の製造工程、機械オペレーター、および原料バッチにまで遡って追跡する必要があります。
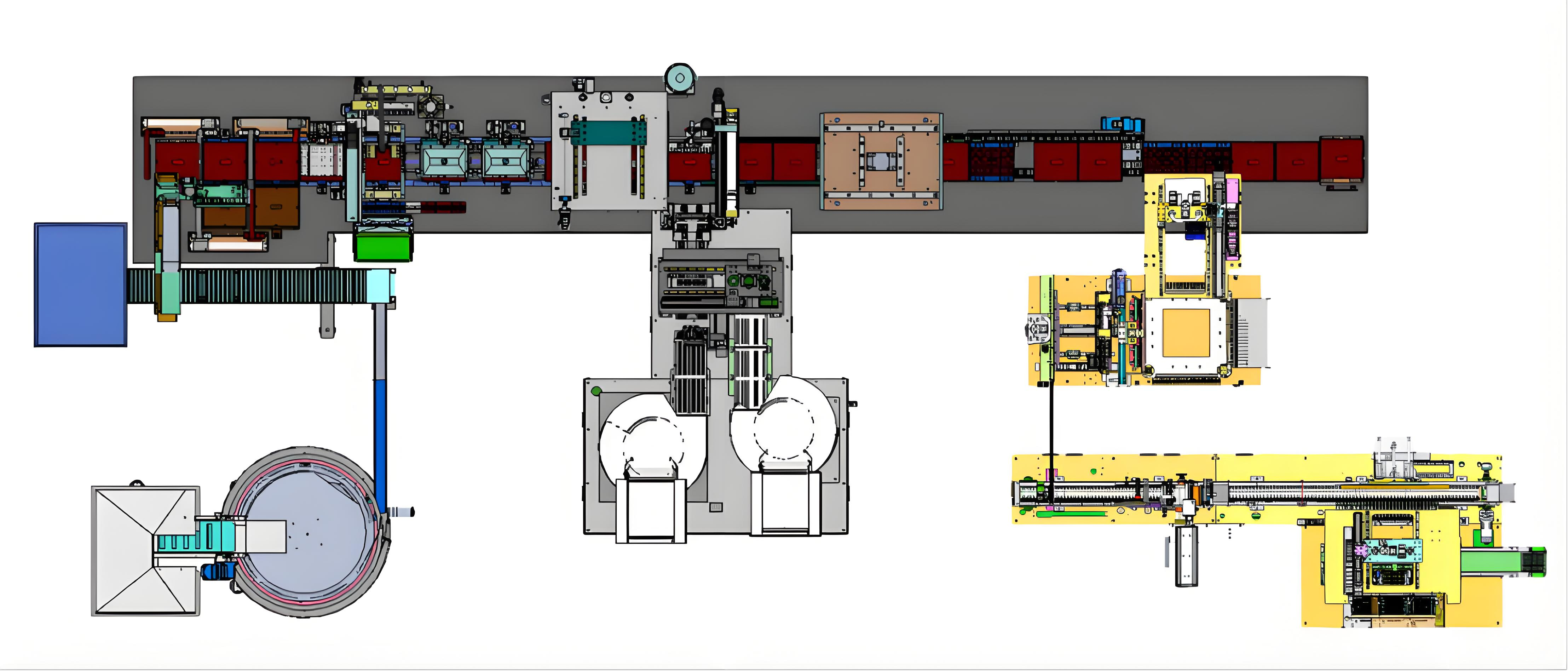
現代の製造では、同期されたシーケンスを通じて原材料が診断可能な消耗品に変換されます。各段階はシームレスに次の段階に進む必要があります。ボトルネックがあると、出力全体が中断されます。
ステップ 1: チューブの装填と準備
このプロセスは、生の PET またはガラス管の機械的な選別と方向付けから始まります。ホッパーと振動ボウルはチューブを正確に位置合わせします。プラスチックやガラスの光学的透明性を損なうことなく、メインコンベアに供給されます。このフェーズでは、 採血管UV印刷機。この装置は、正確でコントラストが高く、汚れにくいバーコードラベルを作成します。充填前にバッチデータをチューブに直接適用することで、永続的なトレーサビリティが確保されます。
ステップ 2: 投与と添加剤の分注
ここでの精度は臨床での実行可能性を左右します。 EDTA やクエン酸塩などの液体添加剤は霧化スプレーが必要です。乾燥添加剤には、正確な容量投与が必要です。専門的な人材を導入する 採血管添加剤噴霧機は、 内壁に沿って均一な微細なコーティングを保証します。これにより、臨床使用中の血液試薬の迅速な混合が保証されます。血清の分離には、 採血管ゲル充填機。遠心分離プロセスを損なう可能性がある気泡を捕捉することなく、チキソトロピックセパレーターゲルを正確に挿入します。
ステップ 3: 乾燥と加工
液体添加剤はすぐに乾燥させる必要があります。このラインは、制御された加熱トンネル内をコーティングされたチューブを移動させます。これらのトンネルは、スプレーされた添加剤を均一に乾燥させます。適切な温度制御により化学的安定性が確保され、血液がチューブに入ったときの早期反応が防止されます。過熱すると試薬が劣化し、乾燥が不十分だと凝固障害が発生します。
ステップ 4: 組み立てと真空引き
この段階では、プラスチック製のキャップとゴム製のストッパーが結合されます。この機構により、チューブの開口部上でそれらが完全に位置合わせされます。次に、 真空採血管機。チューブから空気を抽出して、高度に特定された大気圧に達します。この正確な陰圧によって、正確な採血量が決まります。真空引きの直後に、頑丈なプレスステーションがゴム栓を密閉して真空をロックします。
ステップ 5: 品質管理と梱包
最終検査は高速カメラシステムに依存します。自動化された目視検査により、充填レベル、ゲルの位置、キャップの完全性がチェックされます。これらの光学パラメータを満たさないチューブは、ラインから自動的に排出されます。承認されたチューブは熱収縮と最終トレイ包装に移され、滅菌と流通の準備が整います。
の調達 自動採血管組立機で は、光沢のあるパンフレットを確認する必要があります。特定の機械的特徴がどのように生産結果に直接的に反映されるかを評価する必要があります。
特徴: サーボ駆動の同期機構。
結果: サーボは、従来の空気圧と比較して非常に高い精度を提供します。機械的摩擦を軽減します。メンテナンスのダウンタイムが短縮され、大規模なバッチ全体ではるかに高い収率の一貫性が実現されます。
機能: リアルタイム SCADA 統合を備えた HMI (ヒューマン マシン インターフェイス)。
結果: このシステムは包括的なデータログを提供します。規制機関が要求する安全な監査証跡を作成し、オペレーターに即時のエラー診断を提供します。
特徴: 超音波注入ノズル。
結果: チューブ上部の壁に試薬が飛散するのを防ぎます。これにより、ストッパーの汚染とその後の真空漏れが防止されます。
施設の成長軌道を考慮してください。優れたシステムはモジュール設計を提供します。機械が将来のモジュールの追加を可能にするかどうかを評価する必要があります。生産能力を 1 時間あたり 6,000 個から 12,000 個にアップグレードする場合、ラインを完全に交換する必要はありません。モジュラー装置を使用すると、市場の需要の増加に応じて追加の添加ステーションやキャッピング レーンをスナップインできます。
市販されている最大速度を超えてください。真の生産効率は継続的な稼働にあります。総合設備効率 (OEE) に関する検証可能なデータを要求します。 OEE が高いということは、機械が微小停止することなく予測どおりに動作することを意味します。一般的な不合格率についてはベンダーに問い合わせてください。最上位の機器は不合格率を 0.1% 未満に維持する必要があります。さらに、重要なコンポーネントの起源を調査します。空気圧機器、PLC、サーボ モーターが世界的に認められたオートメーション ブランドのものであることを確認してください。これにより、交換部品を現地で調達できることが保証されます。
ベストプラクティス: 新しい機器をテストする前に、原材料を標準化します。初期設定時には、PET チューブに関しては単一の信頼できるサプライヤーを使用してください。これにより、ドージング ステーションとキャッピング ステーションを校正する際の変数が削減されます。
よくある間違い: 静電気を無視する。プラスチック PET チューブは、高速で移動するコンベア上で大量の静電気を発生します。除電器の設置を怠ると内壁に粉塵が付着したり、添加剤スプレーの塗布ムラが生じたりします。
複雑な機械を設置するには、同様に洗練された環境が必要です。医療機器の製造では、環境変動がゼロであることが許容されます。
標準の倉庫では滅菌消耗品を組み立てることはできません。クラス 100,000 (ISO 8) クリーンルーム環境の広範な HVAC、HEPA 濾過、およびレイアウト要件を理解する必要があります。この制御された雰囲気により、重要なオープンチューブ組み立て段階での粒子汚染が防止されます。動いている機械や人間のオペレーターによって発生する塵や微粒子を一掃するために、空気は厳しい時間当たりの変化 (ACPH) を受ける必要があります。正圧構成により、ドアが開くときれいな空気が勢いよく流れ出し、汚れた空気が生産ゾーンに入るのを防ぎます。
規制機関は、機器が安全かつ一貫して動作することの証明を要求します。商業生産を開始する前に、厳密な検証フェーズを実行する必要があります。これらの手順をスキップすると、規制上の失敗が保証されます。
図 1: 機器検証の枠組み |
||
検証フェーズ |
意味 |
必要な主なアクション |
|---|---|---|
IQ(設置資格) |
機器が正しく設置されていることを確認します。 |
配線、ユーティリティ接続、レイアウトをメーカーの回路図と照らし合わせて確認してください。 |
OQ(運用資格) |
機器が設定された制限内で動作することを検証します。 |
空のサイクルを実行します。アラーム、安全停止、および極端な速度制限をテストします。 |
PQ(パフォーマンス資格) |
プロセスが許容可能な製品を一貫して生産していることを検証します。 |
実際の原材料を使用して完全な生産バッチを実行し、出力品質を検査します。 |
機械は厳密な物理的公差に基づいて動作します。原材料の変動のリスクを認識する必要があります。 PET チューブの寸法の不一致、ゴム栓のデュロメーターの微妙な変化、またはゲルの粘度の変動は、機械のキャリブレーションに重大な影響を与えます。ストッパーの幅がほんの数ミリでも広すぎると、キャッピング プレスが動かなくなってしまいます。倉庫の温度変動によりゲルが薄くなりすぎると、注入中に飛び散ります。機械の効率を維持するために、原材料のサプライヤーと厳格な品質協定を確立します。
適切な機器パートナーを選択することが、今後 10 年間の運用の成功を左右します。調達プロセスを単なる取引ではなく、戦略的パートナーシップとして扱います。
完全なターンキー ソリューションを提供するベンダーを優先します。国際的な医療機器規制に対処した文書化された経験を証明する必要があります。厳格なコンプライアンスの枠組みがある地域での設置が成功していることを示すケーススタディを求めてください。 ISO 13485 を理解しているベンダーは、準拠した形式でデータを自動的にエクスポートするようにソフトウェアを設計します。
一般的なビデオデモに基づく配信は決して受け入れないでください。包括的な工場受け入れテスト (FAT) を要求します。特定の原材料 (正確なチューブ、キャップ、ゲル) をベンダーの施設に送ります。機械が材料をフルスピードで実行する様子を見てください。これにより、機械が工場から出荷される前に機械的な非互換性が明らかになります。機械がクリーンルームに到着したら、厳格な現場受け入れテスト (SAT) を行ってください。 SAT は、機器が出荷後も存続し、地域の電力会社と完全に統合されていることを保証します。 SAT フェーズ中に徹底的なオペレータートレーニングを義務付けます。
最高のマシンでも磨耗は発生します。現地のスペアパーツの入手可能性を評価します。ベンダーが安全なリモート診断機能を提供しているかどうかを確認してください。技術者は、ソフトウェア障害のトラブルシューティングを行うために、PLC にリモートでログインできる必要があります。致命的な生産停止を軽減するために、応答時間が保証された明確なサービス レベル アグリーメント (SLA) を要求します。
パンフレットを閲覧するのをやめて、データの整理を始めてください。シフトごとに必要な正確なキャパシティを文書化します。クリーンルームのステータスを判断し、対象となる添加剤の種類の概要を説明します。これらの詳細を編集して、高精度の見積依頼 (RFQ) を作成します。詳細な RFQ により、ベンダーは一般的な売り込みではなく、カスタマイズされたエンジニアリング ソリューションを提供する必要があります。
概要: 高性能生産ラインへの移行は、印刷、充填、バキューム、キャッピングの各モジュール間の正確な同期に完全に依存しています。スケールを達成するにはボトルネックを排除する必要があります。
最終的な考え: 長期的な信頼性を考慮せずに初期の機器セットアップのみに焦点を当てると、多くの場合、成長が制限されます。検証の準備状況、継続的な拒否率、優れたベンダー エンジニアリング サポートに重点を置きます。
CTA: 施設のアップグレードを迅速に開始するために、カスタマイズされたスループット分析と機器構成に関するコンサルティングについては、当社のエンジニアリング チームにお問い合わせください。
A: 標準的な自動ラインには通常、150 ~ 250 平方メートルの専用床面積が必要です。この設置面積には、主要な機械、コンベヤーのバッファー、および必須の操作スペースが収容されます。隣接するクリーンルーム スペース、ガウンエリア、原材料の準備ゾーンも考慮する必要があり、必要な施設の総設置面積が 2 倍になる可能性があります。
A: はい、多くの高度な機械はガラス管と PET 管の両方を処理します。ただし、マテリアル間の移行には特定の切り替えパーツが必要です。オペレーターはチューブグリップ機構を交換し、キャッピングステーションのトルク設定を調整する必要があります。ガラス管は微細な亀裂を防ぐためにより丁寧な取り扱いが必要です。つまり、切り替え中に機械のソフトウェア プロファイルを調整する必要があります。
A: 精度は真空チャンバーの正確な校正に依存します。この機械は密閉されたチャンバー内にチューブを配置し、高性能真空ポンプで空気を抜きます。センサーは、目標吸引量 (例: 4ml) に対応する正確な設定値に達するまで陰圧を監視します。プレス機構によりゴム栓が瞬時にチューブ内に押し込まれ、チューブが密閉されます。
A: 標準的なスケジュールは 3 ~ 6 か月です。これには、カスタム エンジニアリング、機械製造、内部品質チェックが含まれます。このプロセスには、出荷前の工場受け入れテスト (FAT) が含まれます。納品後は、設置、サイト受け入れテスト (SAT)、および包括的なオペレーターのトレーニングにより、通常、スケジュールにさらに 3 ~ 4 週間かかります。


