La fabricación de consumibles médicos de gran volumen requiere equilibrar el estricto cumplimiento normativo (ISO 13485/FDA) con la eficiencia operativa y la estabilidad del rendimiento. Lograr este equilibrio crítico exige una ejecución impecable. La precisión a escala significa eliminar variables que podrían comprometer la integridad de los diagnósticos.
Pasar de procesos manuales o semiautomáticos a un sistema continuo totalmente integrado representa una importante inversión de capital. Las instalaciones enfrentan una intensa presión para eliminar los riesgos de contaminación mientras manejan diversos formatos de tubos. Una configuración mal configurada a menudo resulta en rechazos masivos de lotes, lo que afecta directamente los cronogramas de producción y el cumplimiento.
Esta guía desglosa el flujo de trabajo de fabricación de un extremo a otro, los criterios clave de evaluación de equipos y los requisitos de cumplimiento de las instalaciones. Aprenderá cómo alinear las capacidades de la maquinaria con estrictos sistemas de calidad. Nuestro desglose ayuda a los directores de producción y a los inversores a estructurar una implementación exitosa, lo que garantiza que usted amplíe sus operaciones con confianza y cumpla con los estándares globales de dispositivos médicos.
Conclusiones clave
La escalabilidad en la fabricación de tubos médicos depende de la integración de dosificación, aspiración y taponado precisos en un flujo de trabajo continuo y con bajo tiempo de inactividad.
La aprobación reglamentaria (CE/FDA) dicta los requisitos de las instalaciones, lo que requiere entornos de sala limpia Clase 100.000 y una rigurosa validación de equipos IQ/OQ/PQ.
Seleccionar una máquina automática de ensamblaje de tubos de extracción de sangre requiere priorizar las tasas de rechazo, la adaptabilidad multiformato y los protocolos FAT/SAT (pruebas de aceptación en fábrica/sitio) del proveedor.
Estructuración de la inversión: requisitos básicos para una línea de producción de tubos de extracción de sangre
Entrar en el sector de los consumibles médicos requiere un compromiso inquebrantable con el control de calidad. Un bien planificado La línea de producción de tubos de extracción de sangre actúa como el sistema nervioso central de sus instalaciones. Requiere una alineación precisa entre la ingeniería mecánica, la dinámica de fluidos y el procesamiento estéril. Antes de especificar la maquinaria, debe definir el problema empresarial exacto que pretende resolver.
Definición de criterios de éxito
Evalúe sus objetivos de producción inmediatos y a largo plazo. ¿Está ampliando el rendimiento para satisfacer la demanda clínica local? Quizás desee reducir los riesgos de contaminación manual eliminando la intervención humana en la fábrica. Alternativamente, podría estar preparándose para ingresar a nuevos mercados regionales con estrictas barreras de cumplimiento. Cada objetivo cambia drásticamente los requisitos de su equipo. Un fabricante que busca una rápida expansión necesita maquinaria con un alto tiempo de actividad. Una empresa que ingresa a regiones altamente reguladas debe priorizar el software de trazabilidad y registro de datos sobre la velocidad bruta.
Rendimiento frente a flexibilidad
Los directores de producción enfrentan constantemente un equilibrio crítico entre velocidad y adaptabilidad. Debe valorar si sus instalaciones se benefician más de líneas monoformato de ultra alta velocidad o de líneas adaptables. Los sistemas de formato único producen tubos idénticos a máxima velocidad. Las líneas adaptables manejan tubos de diversas dimensiones (p. ej., 13 x 75 mm frente a 16 x 100 mm) y múltiples tipos de aditivos (EDTA, suero, heparina). Las líneas flexibles requieren cambios mecánicos, lo que genera tiempo de inactividad pero le permite cumplir con diversos pedidos clínicos.
Tabla 1: Comparación de líneas de formato único versus multiformato
Tipo de sistema
Ventaja principal
Caso de uso ideal
Posible inconveniente
Formato único de alta velocidad
Rendimiento continuo máximo
Produciendo millones de tubos EDTA idénticos
No se puede girar fácilmente a diferentes tamaños de tubos
Requiere tiempo de inactividad programado para cambios de piezas
Líneas base de cumplimiento
No se pueden negociar estándares médicos globales. Una instalación de alto rendimiento opera bajo el sistema de gestión de calidad ISO 13485. Este estándar garantiza un diseño, desarrollo y producción consistentes de dispositivos médicos. Los marcos regulatorios locales también dictan estrictos protocolos de trazabilidad y esterilidad. Cada lote debe llevar un registro de auditoría innegable. Si un laboratorio clínico informa una falla de vacío, debe rastrear ese tubo exacto hasta su producción específica, el operador de la máquina y el lote de materia prima.
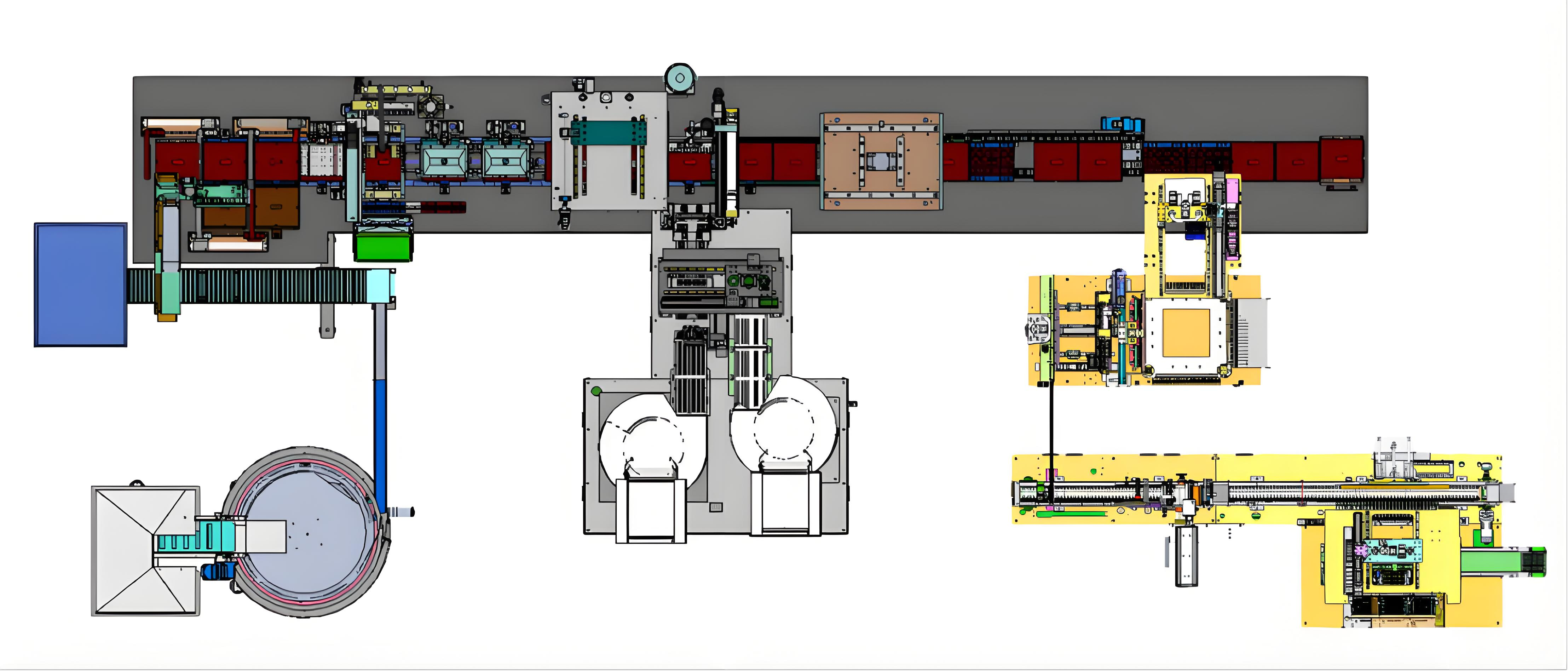
El flujo de trabajo de fabricación de principio a fin
La fabricación moderna transforma las materias primas en consumibles listos para el diagnóstico mediante una secuencia sincronizada. Cada etapa debe fluir sin problemas hacia la siguiente. Cualquier cuello de botella interrumpe toda la producción.
Paso 1: carga y preparación del tubo
El proceso comienza con la clasificación mecánica y la orientación de tubos de vidrio o PET en bruto. Las tolvas y los cuencos vibratorios alinean los tubos con precisión. Los introducen en el transportador principal sin dañar la claridad óptica del plástico o el vidrio. Durante esta fase, integras un Máquina de impresión UV de tubos de extracción de sangre . Este equipo proporciona un etiquetado de códigos de barras preciso, de alto contraste y a prueba de manchas. La aplicación de datos del lote directamente en el tubo antes del llenado garantiza una trazabilidad permanente.
Paso 2: Dosificación y Dispensación de Aditivos
La precisión aquí dicta la viabilidad clínica. Los aditivos líquidos como EDTA y citrato requieren pulverización atomizada. Los aditivos secos requieren una dosificación volumétrica precisa. Implementar un especialista La máquina pulverizadora de aditivos para tubos de extracción de sangre garantiza un recubrimiento microscópico uniforme a lo largo de las paredes internas. Esto garantiza una rápida mezcla de sangre y reactivos durante el uso clínico. Para la separación del suero se utiliza un Máquina llenadora de gel para tubos de extracción de sangre . Inserta el gel separador tixotrópico con precisión sin atrapar burbujas de aire, que de otro modo comprometerían el proceso de separación centrífuga.
Paso 3: secado y procesamiento
Los aditivos líquidos requieren un secado inmediato. La línea mueve los tubos recubiertos a través de túneles de calentamiento controlados. Estos túneles secan los aditivos pulverizados de manera uniforme. El control adecuado de la temperatura garantiza la estabilidad química y previene reacciones prematuras cuando la sangre ingresa al tubo. El sobrecalentamiento degrada el reactivo, mientras que un secado insuficiente provoca fallos en la coagulación.
Paso 4: Montaje y Aspiración
En esta etapa se fusionan la tapa de plástico y el tapón de goma. Los mecanismos los alinean perfectamente sobre la abertura del tubo. A continuación, opera un Máquina de tubos de extracción de sangre al vacío . Extrae aire del tubo para alcanzar una presión atmosférica muy específica. Esta presión negativa precisa dicta el volumen exacto de extracción de sangre. Inmediatamente después de la extracción de vacío, las estaciones de prensado de alta resistencia sellan herméticamente el tapón de goma, bloqueando el vacío.
Paso 5: Control de calidad y embalaje
La inspección final se basa en sistemas de cámaras de alta velocidad. La inspección visual automatizada verifica los niveles de llenado, la posición del gel y la integridad de la tapa. Cualquier tubo que no cumpla con estos parámetros ópticos se expulsa automáticamente de la línea. Los tubos homologados pasan al embalaje termorretráctil y en bandeja final, listos para su esterilización y distribución.
Evaluación de una máquina automática de ensamblaje de tubos de extracción de sangre
Característica: Mecánica síncrona servoaccionada. Resultado: Los servos ofrecen una precisión inmensa en comparación con la neumática tradicional. Reducen la fricción mecánica. Experimentará un menor tiempo de inactividad por mantenimiento y logrará una consistencia de rendimiento mucho mayor en lotes grandes.
Característica: HMI (Interfaz Hombre-Máquina) con integración SCADA en tiempo real. Resultado: Este sistema proporciona un registro de datos completo. Crea pistas de auditoría seguras requeridas por los organismos reguladores y ofrece diagnósticos de errores inmediatos para los operadores.
Característica: Boquillas dosificadoras ultrasónicas. Resultado: Elimina las salpicaduras de reactivo en las paredes superiores del tubo. Esto evita la contaminación del tapón y la posterior fuga de vacío.
Escalabilidad y diseño modular
Considere la trayectoria de crecimiento de sus instalaciones. Un excelente sistema ofrece diseño modular. Debe evaluar si la maquinaria permite futuras adiciones de módulos. Actualizar su capacidad de 6000 piezas por hora a 12 000 piezas por hora no debería requerir un reemplazo completo de la línea. El equipo modular le permite instalar estaciones de dosificación o líneas de tapado adicionales a medida que aumenta la demanda del mercado.
Evidencia de confiabilidad
Mire más allá de las velocidades máximas comercializadas. La verdadera eficiencia de la producción reside en el funcionamiento continuo. Solicite datos verificables sobre la eficacia general del equipo (OEE). Un OEE alto significa que la máquina funciona de manera predecible sin microparadas. Pregúntele al proveedor acerca de las tasas de rechazo típicas; Los equipos de primer nivel deberían mantener tasas de rechazo muy por debajo del 0,1%. Además, investigue los orígenes de los componentes críticos. Asegúrese de que los componentes neumáticos, PLC y servomotores provengan de marcas de automatización reconocidas a nivel mundial. Esto garantiza que podrá obtener piezas de repuesto localmente.
Mejores prácticas y errores comunes
Mejores prácticas: estandarice sus materias primas antes de probar equipos nuevos. Utilice un proveedor único y confiable para tubos de PET durante la configuración inicial. Esto reduce las variables a la hora de calibrar las estaciones de dosificación y taponado. Error común: ignorar la electricidad estática. Los tubos de plástico PET generan enormes cargas estáticas en transportadores que se mueven rápidamente. Si no instala eliminadores de estática, las partículas de polvo se adherirán a las paredes internas y los aditivos en aerosol cubrirán de manera desigual.
Realidades de la implementación: riesgos de implementación y cumplimiento de las instalaciones
La instalación de maquinaria compleja requiere un entorno igualmente sofisticado. La fabricación de dispositivos médicos tolera cero variaciones ambientales.
Infraestructura de sala limpia
No se pueden montar consumibles esterilizados en un almacén estándar. Debe comprender los amplios requisitos de HVAC, filtración HEPA y diseño para un entorno de sala limpia Clase 100.000 (ISO 8). Esta atmósfera controlada evita la contaminación por partículas durante las fases críticas de ensamblaje del tubo abierto. El aire debe sufrir rigurosos cambios por hora (ACPH) para barrer el polvo y las micropartículas generadas por la maquinaria en movimiento y los operadores humanos. Las configuraciones de presión positiva garantizan que cuando se abren las puertas, salga aire limpio, evitando que entre aire sucio en la zona de producción.
Protocolos de validación
Los organismos reguladores exigen pruebas de que su equipo funciona de manera segura y consistente. Debe ejecutar fases de validación rigurosas antes de que comience la producción comercial. Saltarse estos pasos garantiza un fracaso regulatorio.
Cuadro 1: El marco de validación de equipos
Fase de Validación
Definición
Acción primaria requerida
IQ (Cualificación de instalación)
Verifica que el equipo esté instalado correctamente.
Verifique el cableado, las conexiones de servicios públicos y el diseño con los esquemas del fabricante.
OQ (calificación operativa)
Verifica que el equipo opere dentro de los límites establecidos.
Ejecute ciclos vacíos. Pruebe alarmas, paradas de seguridad y límites de velocidad extremos.
PQ (calificación de desempeño)
Verifica que el proceso produzca productos aceptables de manera consistente.
Ejecute lotes de producción completos con materias primas reales e inspeccione la calidad de la producción.
Dependencias de la cadena de suministro
La maquinaria funciona según estrictas tolerancias físicas. Debe reconocer el riesgo de variación de la materia prima. Las inconsistencias en las dimensiones de los tubos de PET, los cambios sutiles en el durómetro del tapón de goma o las variaciones en la viscosidad del gel afectan gravemente la calibración de la máquina. Un tapón que sea una fracción de milímetro demasiado ancho atascará la prensa taponadora. Un gel que se vuelve demasiado diluido debido a las fluctuaciones de temperatura del almacén salpicará durante la inyección. Establezca acuerdos de calidad estrictos con sus proveedores de materias primas para mantener la eficiencia de la máquina.
Lógica de selección de proveedores y próximos pasos en materia de adquisiciones
La selección del socio de equipos adecuado dictará su éxito operativo para la próxima década. Trate el proceso de adquisiciones como una asociación estratégica en lugar de una simple transacción.
Evaluación de la experiencia del fabricante
Priorice a los proveedores que ofrecen soluciones completas llave en mano. Deben demostrar experiencia documentada en el manejo de las regulaciones internacionales de dispositivos médicos. Solicite estudios de casos que muestren instalaciones exitosas en regiones con marcos de cumplimiento estrictos. Un proveedor que comprenda la norma ISO 13485 diseñará su software para exportar datos en formatos compatibles de forma automática.
Imperativos FAT y SAT
Nunca acepte una entrega basada en una demostración genérica en video. Insista en pruebas integrales de aceptación en fábrica (FAT). Envíe sus materias primas específicas (sus tubos, tapas y geles exactos) a las instalaciones del proveedor. Observe cómo la máquina procesa sus materiales a toda velocidad. Esto expone incompatibilidades mecánicas antes de que la máquina salga de fábrica. Siga esto con estrictas pruebas de aceptación en el sitio (SAT) una vez que la máquina llegue a su sala limpia. El SAT garantiza que el equipo sobrevivió al envío y se integra perfectamente con sus servicios públicos locales. Exigir una capacitación exhaustiva de los operadores durante la fase SAT.
Soporte posventa y SLA
Incluso las mejores máquinas experimentan desgaste. Evaluar la disponibilidad de repuestos locales. Compruebe si el proveedor ofrece capacidades de diagnóstico remoto seguras. Un técnico debería poder iniciar sesión en su PLC de forma remota para solucionar fallas de software. Exija acuerdos de nivel de servicio (SLA) claros con tiempos de respuesta garantizados para mitigar paradas catastróficas de la producción.
Próximo paso procesable
Deja de buscar folletos y comienza a organizar tus datos. Documente sus necesidades exactas de capacidad por turno. Determine el estado de su sala limpia y describa los tipos de aditivos objetivo. Recopile estos detalles para formular una solicitud de cotización (RFQ) altamente precisa. Una solicitud de cotización detallada obliga a los proveedores a ofrecer soluciones de ingeniería personalizadas en lugar de argumentos de venta genéricos.
Conclusión
Resumen: La transición a una línea de producción de alto rendimiento depende completamente de la sincronización exacta entre los módulos de impresión, llenado, aspirado y taponado. Debe eliminar los cuellos de botella para lograr escala.
Pensamiento final: centrarse únicamente en la configuración inicial del equipo sin considerar la confiabilidad a largo plazo a menudo limita el crecimiento. Céntrese en gran medida en la preparación para la validación, las tasas de rechazo sostenidas y el soporte excepcional de ingeniería de los proveedores.
CTA: Comuníquese con nuestro equipo de ingeniería para obtener un análisis de rendimiento personalizado y una consulta sobre la configuración del equipo para impulsar la actualización de sus instalaciones.
Preguntas frecuentes
P: ¿Cuánto espacio se requiere normalmente para una línea de producción de tubos de extracción de sangre estándar?
R: Una línea automatizada estándar generalmente requiere entre 150 y 250 metros cuadrados de espacio dedicado. Esta huella se adapta a la maquinaria principal, los amortiguadores del transportador y el espacio libre operativo esencial. También debe tener en cuenta los espacios adyacentes de salas blancas, áreas de vestidores y zonas de preparación de materias primas, que pueden duplicar el espacio total requerido en las instalaciones.
P: ¿Puede una máquina de ensamblaje automatizada manejar tubos de vidrio y PET?
R: Sí, muchas máquinas avanzadas manejan tubos de vidrio y PET. Sin embargo, la transición entre materiales requiere piezas de cambio específicas. Los operadores deben cambiar los mecanismos de agarre de tubos y ajustar la configuración de torsión en la estación de taponado. Los tubos de vidrio requieren un manejo más cuidadoso para evitar microfracturas, lo que significa que los perfiles de software de la máquina deben ajustarse durante el cambio.
P: ¿Cómo se garantiza la precisión del volumen de extracción de vacío?
R: La precisión depende de la calibración precisa de la cámara de vacío. La máquina coloca el tubo dentro de una cámara cerrada y una bomba de vacío de alto rendimiento extrae el aire. Los sensores monitorean la presión negativa hasta que alcanza el punto de ajuste exacto correspondiente al volumen de extracción objetivo (por ejemplo, 4 ml). El mecanismo de presión introduce instantáneamente el tapón de goma en el tubo, sellándolo herméticamente.
P: ¿Cuál es el plazo de entrega estándar para la fabricación e instalación de este equipo?
R: El plazo estándar oscila entre 3 y 6 meses. Esto abarca ingeniería personalizada, fabricación de maquinaria y controles de calidad internos. El proceso implica una prueba de aceptación en fábrica (FAT) antes del envío. Una vez entregado, la instalación, las pruebas de aceptación en el sitio (SAT) y la capacitación integral del operador generalmente agregan otras 3 a 4 semanas al cronograma.
Como líder del mercado en la industria de equipos de producción automatizada de consumibles médicos, Topkey se compromete a proporcionar soluciones avanzadas de fabricación inteligente para fábricas de consumibles médicos.